
Современная технология сварки полиэтиленовых труб
Оглавление:
Технология сварки полиэтиленовых труб может быть различной. Такие трубы сейчас встречаются повсеместно, поэтому и вопрос работы с ними актуален. На сегодняшний день существует несколько технологий для сварки полиэтиленовых труб. Паяльник для сварки полиэтиленовых труб. Диффузионная сварка полиэтиленовых трубНа первый взгляд может показаться, что полиэтилен несерьезный материал. Но это не так. Современные технологии производства обеспечивают не только его высокое качество, но и хорошую надежность. Сварка полипропиленовых труб враструб. Одним из самых легких способов сварки считается диффузионный. Он не требует специального оборудования, что значительно облегчит работу новичку. Полиэтилен высокого и низкого давления являются одним из разновидностей термопластичных полимеров. В процессе нагревания данный материал в первую очередь становится мягким, а далее под воздействием температуры и вовсе плавится, так как молекулы перестают быть в одной цепочке друг с другом. Но как только высокая температура перестает действовать, все возвращается, то есть полиэтилен снова становится жестким. И именно этот момент подходит для смешивания двух полиэтиленовых частей. Произведя такую операцию, получают сварочный шов, который является сдерживающим между двумя заготовками. Удобство полиэтилена заключается в том, что для осуществления плавления ему не требуется слишком высокая температура, хватает и 270°. Причем времени затрачивается на это очень мало, оно зависит от толщины рабочего материала. Поэтому при данном виде работы не требуется иметь под рукой мощную установку. Оборудование для сварки полиэтиленовых труб при диффузионном способеКак уже отмечалось, данный вид работ элементарен и в выполнении, и в применении специального оборудования. 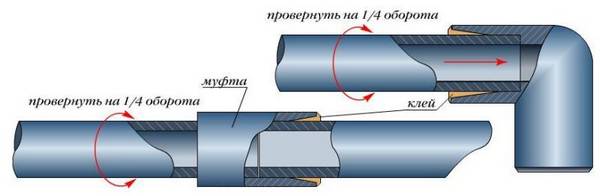 Схема «холодной сварки» труб из ПВХ. Стандартный набор инструментов в данном случае не сможет обойтись без: Конечно, не обойтись в этом деле и без измерительных рулетки и линейки. Для работы с чистыми поверхностями необходимо запастись и ненужными тряпками, чтобы счистить всю пыль и грязь. Также могут понадобиться ключи для установки насадок на нагревательную шину, отвертки для работы с контактами электромуфты. В целом все эти инструменты есть в хозяйстве у любого мужчины или их можно попросить у соседа. Если все-таки их придется закупать, то стоимость не так уж высока. Требования при сварке полиэтиленовых трубЕсть три вида состыковки полиэтиленовых труб:
Каждый из этих вариантов имеет свою технологию. Тем не менее есть и общие требования к сварочному процессу. 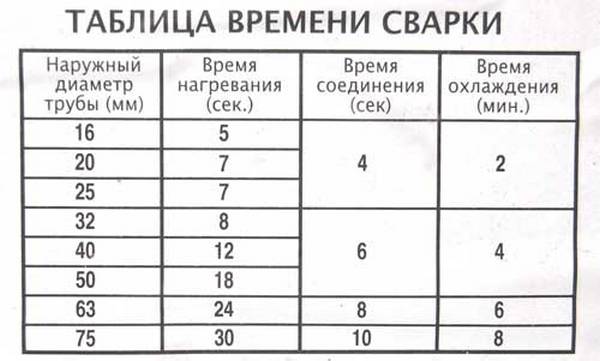 Время сварки труб. Чтобы выполненная работа имела соответствующее качество, все полиэтиленовые трубы должны быть из одной партии, одного и того же производителя. Разница может быть и не видна, но заводское производство тоже не застраховано от брака. Пусть даже и на миллиметры, но тот же самый диаметр может отличаться у разных партий. Одна партия гарантирует единый химический состав материала и его толщину. Эти показатели во многом влияют на длительность сварки, а именно – на разогрев. Если же работа будет осуществляться с разными трубами, то один элемент может не доплавиться, а второй, наоборот, переплавиться. Как следствие – получается бракованный шов, который не подлежит качественной эксплуатации. От чистоты материала зависит качество сплавки. На торцах труб не должно быть никаких загрязнений. Любые частицы песка, пыли или грязи будут препятствовать созданию герметичного шва. Очень важный момент – погодные условия. Очень пагубно на сварке полиэтилена скажутся дождь, солнце и морозы. Такие негативные факторы мешают создать надежное соединение. Как уже говорилось, процесс сварки полимеров подразумевает собой растапливание материала, а потом его застывание. До того момента, пока новый шов полностью не застынет, его трогать нельзя, чтобы не деформировать. Такие поправки просто нарушают диффузию. Итак, рассмотрим каждый вид сварки отдельно. Сварка полиэтиленовых труб встыкДанный способ подходит для труб с толщиной стенок от 5 до 50 мм. Этот тип соединения выполняется за счет разогрева торцов труб, после чего их стыки спрессовываются. 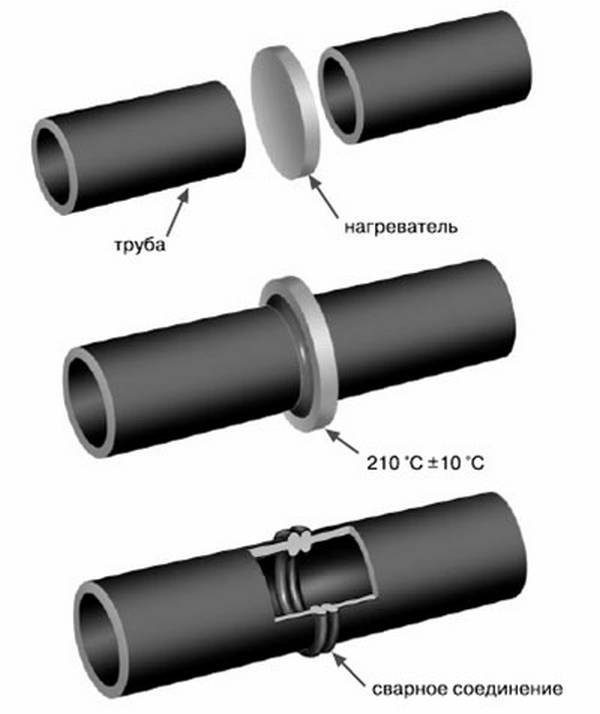 Схема стыковой сварки полиэтиленовых труб. Чтобы произвести сварку встык, необходимо действовать следующим образом: В результате можно увидеть на стыке кольцевой шов. Как сварить полиэтиленовые трубы в раструбРаструбом называется расширенная часть изделия. Данный тип сварки осуществляется посредством ввода более узкой части трубы в широкую. Следует отметить, что раструбы могут быть на трубах изначально или можно их приварить отдельно. Если используется второй вариант, то для этого используется гладкостенная муфта. А уже в дальнейшем в нее крепят методом сварки торцы обеих труб. Ошибки при сварке труб встык. Данный вид сварки финансово более затратен, нежели предыдущий аналог. На это влияет и количество швов, и покупка дополнительного элемента – муфты. Этапы работ сварки полиэтиленовых труб в раструб: Каждый последующий шов создается аналогичным способом. Сварка полиэтиленовых труб при помощи муфты электрического типаДанный тип сварки требует наличия обыкновенного трансформатора, потому что электрическая муфта все нагревательные элементы хранит внутри себя. Сам процесс сварки осуществляется путем подключения ее клемм к проводам и своевременного включения тока. 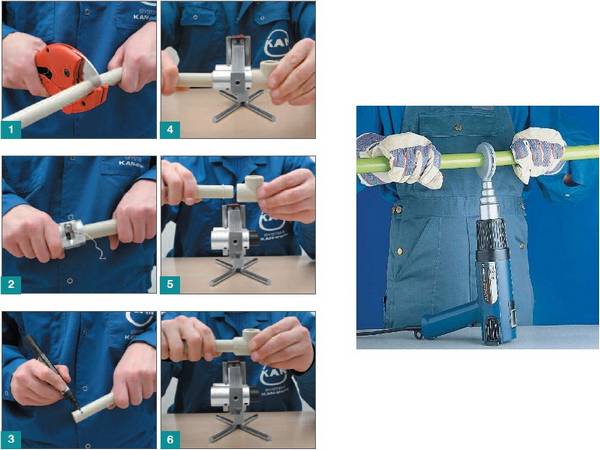 Подготовка труб к пайке и непосредственно сварка. Процесс сварки выглядит следующим образом: Данный метод сварочных работ удобен тем, что не требует наличия опыта или каких-либо специфических знаний в этой сфере. Но как недостаток стоит отметить стоимость такой работы. Муфты электрического типа имеют достаточно высокую цену. Полиэтилен низкого давленияТрубы из полиэтилена низкого давления (ПНД) нашли широкое применение в замене железных, чугунных и пластиковых труб. А все благодаря тому, что такое изделие имеет достаточно долгий срок эксплуатации, особенно если сравнивать его со стальными, асбестоцементными или железобетонными аналогами. Процесс их монтажа не представляет ничего сложного, хотя во многом эта заслуга принадлежит и современным сварочным аппаратам. 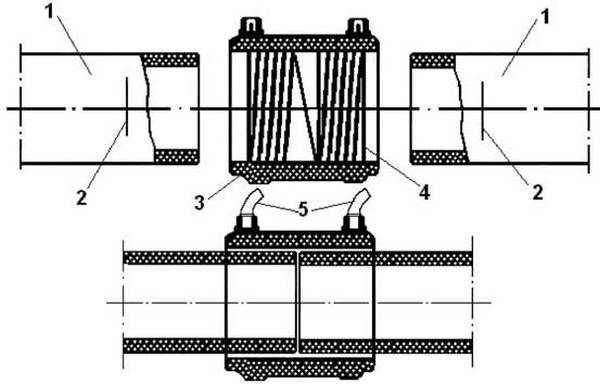 Схема соединения труб муфтой с закладным нагревателем: 1 – труба, 2 – метка посадки муфты и механической обработки поверхности трубы, 3 – муфта, 4 – закладной нагреватель, 5 – токоподводящий (сварочный) кабель. Но перед тем, как взяться за саму сварку, необходимо выполнить несколько моментов: Зачастую каждый производитель оснащает свое изделие инструкцией по уходу. Это правильно, поскольку хороший уход – залог качественного материала и долгого срока его эксплуатации. Стоит вначале убедиться, что все элементы конструкции исправны. Немного о предварительных работахТак как сварочный аппарат далеко не дешевое и не безопасное оборудование, он требует предварительных работ, а именно: 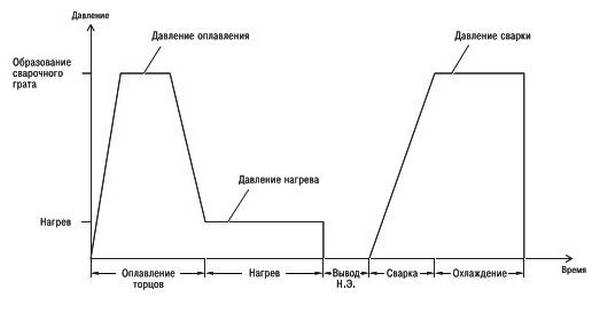 Схема изменения величины давления в процессе сварки встык. Не следует забывать и том, что все трущиеся детали должны быть смазанными. Но перед тем, как осуществлять смазку, необходимо знать требования производителей, которые указывают все позволительные смазывающие составы.
В случае если аппарат ранее использовался, его нужно прочистить, так как на поверхности нагревателей, скребок и торцевателя могут находиться какие-либо загрязнения. В том числе и остатки полиэтилена. Для этого используется тряпка, смоченная растворителем. Все вышеперечисленные требования – залог качественной и надежной работы полиэтиленовых труб.
|
Загрузка. Пожалуйста, подождите...








