
Как правильно паять полипропиленовые трубы
Оглавление:
Часто возникает вопрос, что за материал полипропилен и как паять полипропиленовые трубы. На сегодняшний день для выполнения монтажа водопровода, отопления или канализации используется популярный метод пайки труб из полипропилена. Данный материал отличается долговечностью и высокими техническими показателями. Поэтому многих интересует, как правильно паять полипропиленовые трубы, чтобы получился эффективный результат работы. Как и при выполнении любого монтажа, данный процесс требует аккуратности и терпеливости. Пайка полипропиленовых труб осуществляется при помощи паяльника со специальными насадками для нагрева труб. Технические характеристики трубПрежде чем начать работу, следует знать, какой вид труб нужен для определенного процесса, как правильно выполнять пайку полипропиленовых труб специальным для этого инструментом. Их сборка выполняется с помощью паяльника и фитингов, к которым относятся муфты, уголки, тройники и т.д. Технические параметры сварки(пайки) полипропиленовых труб. Данный вид труб применяется при установке любого вида трубопровода. При этом они могут монтироваться как в открытом виде, так и в закрытом, например, при штробировании в стене. Для их спайки используются соединительные фитинги, обеспечивающие литое соединение, и резьбовые, при которых оно получается разъемным. Полипропиленовые трубы подразделяются на 4 вида. К первому PN10 относятся трубы, рабочее давление которых 1 МПа. Они имеют тонкие стенки и применяются при установке теплых полов и для снабжения холодной воды до +20 °С. Материал марки PN16 используется для проведения холодной воды, а также для системы отопления с невысоким давлением. Трубы вида PN20 являются универсальными и имеют рабочее давление 2 МПа. Они монтируются при прокладке любого водоснабжения как для холодной, так и для горячей воды. К последнему виду PN25 относятся трубы, имеющие рабочее давление 2,5 МПа. Данный материал армирован алюминиевой фольгой и предназначен для монтажа любой системы отопления, а также для горячего водоснабжения. Правила пайки полипропиленовых труб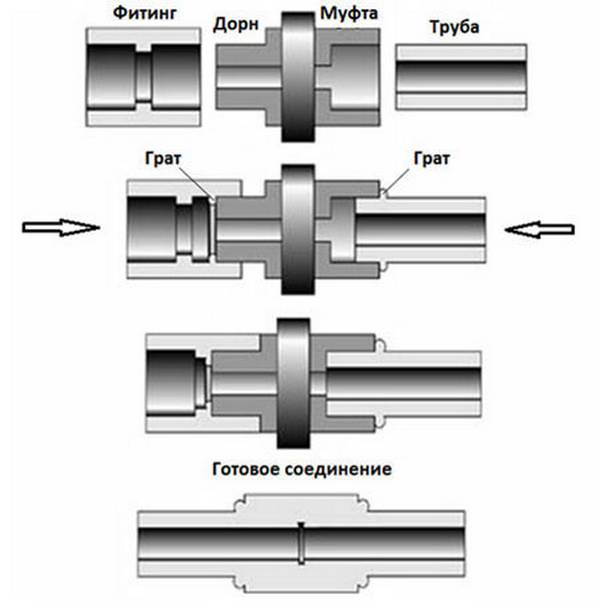 Сварка полипропиленовых труб враструб. Потребуется:
Полипропиленовые трубы соединяются между собой с помощью паяльника со специальными насадками. К ним относится гильза, предназначенная для того чтобы расплавить поверхность снаружи, и дорн, необходимый для расплавки поверхности раструба непосредственно у соединительной детали изнутри. Данные насадки имеют покрытие из тефлона и диаметры, варьирующие от 16 до 40 мм. После каждой сварки антипригарный материал очищается обязательно в горячем виде ветошью из брезента или деревянными скребками. Перед работой аппарат для сварки для устойчивости устанавливается на горизонтальной поверхности так, чтобы он не упал. И на него фиксируются сменные насадки необходимого для работы размера при помощи предназначенных для этих целей ключей. Их месторасположение зависит от удобства во время процесса монтажа. 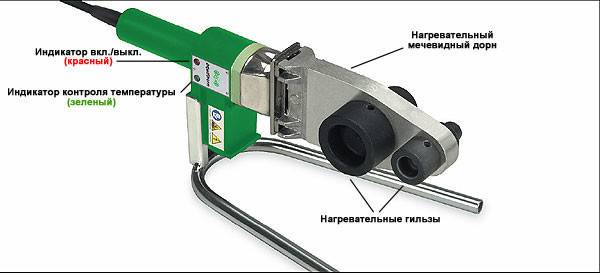 Структура паяльника для пластиковых труб. Так, например, для установки ветви трубопровода, расположенной на стене, они ставятся ближе к концу. При выполнении работы в вертикальном положении и в неудобных местах для пайки необходим еще один человек. Для получения более качественной стыковки полипропиленовых труб все элементы будущего трубопровода собираются отдельно. Паять полипропиленовые трубы следует, соблюдая температурный режим. Нагрев паяльника напрямую зависит от температуры окружающей среды и длится в течение 10-15 минут. В жаркую погоду время сварки нужно уменьшать, а при холодном воздухе, наоборот, увеличивать. Если температура ниже 0 °С, соединение полипропиленовых труб и фитингов с помощью паяльника проводить запрещается. Процесс пайки данного материала обеспечивается только при 260°С. Также нужно правильно выбирать интервал времени для спаивания и охлаждения, который зависит от диаметра труб, т.е. чем он больше, тем больше времени затрачивается. Готовность к работе аппарата оповещается с помощью индикатора. Для получения крепкого и надежного шва, паяльник должен быть полностью разогрет. В противном случае у деталей не будет достигнута температура вязкой пластичности, поэтому не произойдет диффузия материала. В том случае, если паяльник перегрет, может возникнуть чрезмерная адгезия полипропилена и как результат потеря устойчивости формы. Во время всего процесса пайки аппарат должен все время находиться во включенном состоянии. Пайка полипропиленовых труб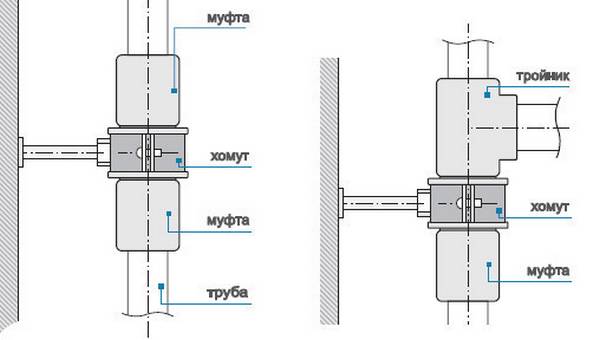 Схема монтажа и пайки полипропиленовых труб. Потребуется:
Пайку труб из полипропилена можно выполнить муфтовым, раструбным или стыковым способом. При муфтовом соединении две детали скрепляются с помощью специальной муфты, а для стыковочных узлов с резьбой используются фитинги с раструбом. Данный вид пайки применяется для полипропиленовых труб, имеющих диаметр менее 63 мм. Стыковая сварка проводится без дополнительных деталей и выполняется для труб, диаметр которых свыше 63 мм. Раструбный способ пайки труб с небольшим диаметром осуществляется либо ручным аппаратом для сварки, либо с центрирующими приспособлениями. Чтобы выполнить раструбную пайку, сначала с помощью ножниц или резака для пластика под прямым углом обрезается труба необходимой длины. Если изделие с армированием, то обязательно зачищаются концы. Для этого шейвером снимаются два верхних слоя: полипропиленовый и алюминиевый. Зачистка выполняется на глубину по упору инструмента, который определяет глубину сварки. Далее поверхность деталей очищается и обезжиривается. После этого можно приступать к пайке. Сначала нужно нагреть паяльник до требуемой температуры и минут через 5 можно начинать первую сварку. Спайку соединений необходимо выполнять быстро, иначе может произойти их деформация.  Стыковая сварка полипропиленовых труб. При нагреве допускается угол поворота, не превышающий 100°. Чтобы избежать лишних движений во время процесса сварки, нужно предварительно отметить соответствующие ориентиры на трубах. Закончив пайку, следует выдержать время, необходимое для охлаждения, особенно для тонкостенного материала. При этом во время процесса остывания ни в коем случае элементы нельзя поворачивать или изгибать. Если соединение фитингов было выполнено неправильно, то для исправления ошибки соединительный фитинг нужно вырезать. При сварке таких элементов, как уголки, тройники и шаровые краны, учитывается их расположение, при котором ручка должна свободно перемещаться в любое положение. В конце работы все свариваемые элементы фиксируются между собой и не подвергаются никаким нагрузкам. Паять пропиленовые трубы следует инструментом с чистыми насадками. Если существует необходимость на уже действующем трубопроводе выполнить монтаж дополнительного отвода, то используются вварные седла. При этом для работы потребуется особый аппарат со сверлом и специальными насадками сварочного инструмента для них. Сначала в стенке трубы просверливается отверстие при температуре 260°С. В него вставляется нагревательный штуцер так, чтобы инструмент полностью достиг стенки трубы снаружи. После этого штуцер седла устанавливается в нагревательную гильзу, при этом поверхность вварного седла должна полностью приблизиться к своду инструмента. Все элементы должны нагреться в интервале 30 секунд. Затем нужно извлечь прибор для сварки и быстро вставить в нагретое отверстие штуцер.
Вварное седло плотно прижимается к наружной поверхности трубы и фиксируется в неподвижном положении около 15 секунд. На остывание соединений затрачивается 10 минут, и после этого можно подвергать их любым нагрузкам.
|
Загрузка. Пожалуйста, подождите...








