
Как произвести сварку полипропилена своими руками?
Оглавление:
Сварка полипропилена – это один из наиболее популярных методов обработки данного материала. С помощью сварки можно соединять практически любые полипропиленовые элементы: от листового материала до труб различного диаметра. Таблица сварки полипропиленовых трубопроводов. Технология такой сварки заключается в скреплении конструктивных элементов термическим способом без изменения химического состава материала. Этот процесс осуществляется как с использованием присадочного материала, так и без него. Качественного соединения можно добиться в том случае, когда обрабатываемые поверхности будут доведены до вязкого состояния с помощью местного нагрева с последующим их прижиманием друг к другу. После остывания сварной зоны отдельные элементы образуют цельную деталь. Способы сваривания листового полипропиленаВ зависимости от применяемого сварочного оборудования соединение полипропилена может осуществляться несколькими способами:
Рисунок 1. Ручной экструдер – инструмент, предназначенный для экструзионной сварки полипропилена. Первый вид сварки осуществляется с помощью специального аппарата – ручного экструдера (рис. 1). Данное устройство невелико в размере и комплектуется различными насадками. Его удобно использовать для осуществления сварки больших изделий, имеющих сложную конструкцию. Обычно экструдер для полипропилена оснащен интегрированным или встраиваемым механизмом подачи воздуха, с помощью которого пластмасса в сварочной зоне нагревается и размягчается. Технология сварки экструзионным инструментом предполагает использование добавочного вещества в зону шва, которым в большинстве случаев является полипропиленовая проволока. Горячий воздух производит нагрев свариваемых поверхностей до вязкого состояния, а проходящая через экструдер присадка также нагревается и перемешивается с основой до образования однородной массы. С помощью такого метода сварки можно соединять даже толстостенные элементы, получая при этом шов высокого качества.  Рисунок 2. Сварка при помощи строительного фена осуществляется с целью соединения листового материала толщиной не более 20 мм. Сварка с помощью строительного фена осуществляется под воздействием струи горячего воздуха, нагретого до температуры 170-180 °C (рис. 2). Такой способ применяется для соединения листового материала толщиной не более 20 мм. При этом сварной шов обладает сравнительно небольшой механической прочностью. Поэтому строительный фен рекомендуется использовать для соединения небольших по размеру элементов, которые при эксплуатации не будут поддаваться большим нагрузкам. Полифузная сварка производится с помощью подвижных столов. Полученный таким способом сварной шов будет иметь достаточно большую прочность и надежность. Стыковой способ можно применять для соединения отдельных элементов практически любой толщины. Инструкция по сварке листового полипропиленаПеред началом работ необходимо подготовить оборудование, рабочее место и присадочный материал. Инструмент подсоединяется к источнику питания, присадка вставляется в держатель экструдера, а рабочее место очищается от грязи и пыли. 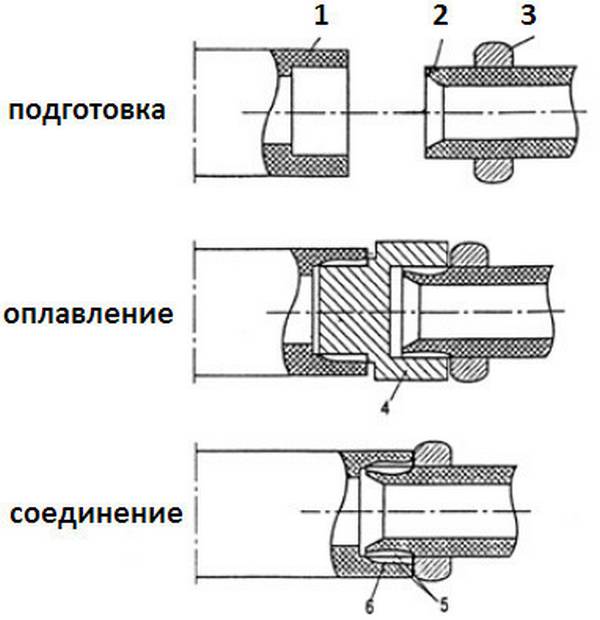 Схема сварки труб из полипропилена. После этого можно переходить к подготовке свариваемых поверхностей. Для этого материал ложится на стол, а его кромки обрабатываются мелкозернистой наждачной бумагой, так как шершавая поверхность будет иметь лучшие адгезионные свойства, чем гладкое основание. После окончания подготовительного процесса, нагрев наконечник экструдера до нужной температуры, сварщик перемещает его вдоль шва, как при сварке электродами, заполняя стык расплавленной присадкой. При этом скорость подачи проволоки в сварочную ванну регулируется вручную или автоматически. Через 5-10 мин после окончания работ сваренные листы можно использовать по назначению. Сварка полипропиленовых трубПри монтаже современных систем водоснабжения и отопления повсеместно применяются полипропиленовые трубы. На сегодняшний день разработана технология их монтажа, с помощью которой можно производить сборку элементов различных диаметров. Аппарат для сварки труб из полипропилена Рисунок 3. Аппарат для сварки труб из полипропилена включает в себя терморегулятор, ручку и нагревательную плиту. Сварка таких изделий осуществляется с помощью специального сварочного аппарата, который имеет достаточно простую конструкцию, а принцип работы напоминает обычный утюг (рис. 3). Данное устройство состоит из терморегулятора, нагревательной плиты и ручки. Нагревательный элемент имеет два отверстия, в которые в процессе работ устанавливаются свариваемые элементы. Используя различные по диаметру насадки, можно сваривать трубы разных размеров. В стандартном наборе имеется 4 комплекта таких насадок: 20, 25, 32 и 40 мм. Их рабочие поверхности имеют тефлоновое покрытие, поэтому изготовление такого прибора своими руками невозможно. Сварочные насадки можно выточить в домашних условиях на токарном станке, однако без наличия тефлонового покрытия к ним постоянно будет прилипать пластик. Подготовка к сварке полипропиленовых трубКроме сварочного аппарата для сварки пластиковых труб необходимо также подготовить:
 Технология монтажа полипропиленовых труб. К сварочному оборудованию присоединяют нагревающие насадки. После этого, подключив аппарат к электрическому питанию, с помощью терморегулятора устанавливают на нем рабочую температуру около 260 °C. Время нагрева насадок до требуемой температуры зависит от температуры внешней среды. Чтобы избежать повреждения нагретых насадок во время работ, их предварительно нужно очистить тряпкой из несинтетического материала. После этого проверяется исправность режущего элемента, сделав им несколько срезов на опытном куске пластике. При этом должен получиться ровный срез без заусенцев. В противном случае инструмент нужно заострить на точильном станке. Перед началом сварки все элементы тщательно осматриваются на наличие каких-либо дефектов. Свариваемые концы труб и штуцеры, в которые они вводятся, тщательно очищаются и обезжириваются. Далее с помощью специального инструмента стенки трубы на подготавливаемом конце скашиваются под углом в 45°. Это позволит избежать задира пластика при вводе в фитинг конца трубы. Предварительно вставив в фитинг трубу, маркером отмечается глубина ее входа. При этом следует учитывать, что труба вставляется в муфту не до упора. Во избежание расширения трубы в сварочной зоне, оставляется щель не менее 1 мм. Процесс сварки полипропиленовых трубПеред самим началом сварочного процесса следует еще раз обезжирить торцы труб и фитингов. На нагретые насадки сначала надевают фитинги, а затем и саму трубу. После этого необходимо выждать некоторое время, чтобы соединяющие элементы хорошо прогрелись. Во время нагрева категорически запрещается поворачивать детали, так как это приведет к их деформации и выходу из строя. Время нагрева полипропиленовых труб можно рассчитать по таблице, представленной ниже. Наружный диаметр трубы, мм Время нагрева, сек. Время соединения, сек. Время охлаждения, мин. 16 5 4 2 20 7 4 2 25 7 4 2 32 8 6 4 40 12 6 4 50 18 6 4 63 24 8 6 75 30 10 8Нагретые детали снимаются с насадок и соединяют между собой точным и быстрым движением, не поворачивая их вокруг своей оси. Труба вставляется в фитинг до отметки, которая была нанесена ранее. Детали удерживают в правильном положении на протяжении 20-40 сек. В большинстве случаев этого достаточно для остывания пластика.
При сваривании полипропиленовых изделий исполнитель должен обладать некоторыми навыками в проведении сварочных работ. Поэтому если вы не уверены в своих силах, лучше обратиться за помощью к специалисту, так как наличие каких-либо ошибок в сварочном процессе может привести к тяжелым последствиям.
|
Загрузка. Пожалуйста, подождите...








