
Как паять полипропилен своими руками?
Оглавление:
Выполняя ремонт в квартире, многие сталкиваются с проблемой замены старых труб водоснабжения или системы отопления. Для этих целей идеально подходит такой материал, как полипропилен. При этом следует знать, как паять полипропилен и какими он обладает качествами. Аппарат для пайки полипропилена. Качественные характеристики материалаСамым сильным достоинством полипропилена является его долговечность и неподверженность коррозии, а также то, что на нем не образуются никакого рода отложения. Зная, как правильно паять полипропилен, можно без труда выполнить всю работу своими руками, не прибегая к помощи профессионалов. Время сварки полипропиленовых труб. Швы, которые получаются при сварке, по своей надежности не уступают прочности самого материала. В том случае если соединение труб из полипропилена получилось неудачно, можно данный дефект устранить с помощью соединительных муфт. Материал обладает достаточной химической инертностью, поэтому качество воды, проходящей по таким трубам, не изменяется. Благодаря стабилизирующим добавкам полипропилен отлично выдерживает любые перепады температуры и давления. Например, при замерзании воды в трубе она просто расширяется, а после того, как растает вода, возвращается к исходному размеру. Из-за того что материал имеет более низкую теплопроводность, чем металл, на его внешней поверхности не появляется конденсат. А также полипропилен сильнее поглощает шумы и более прост в обслуживании. Подготовка к работеПотребуется:
 Технология пайки полипропиленовых труб. Проводить пайку и монтировать полипропиленовые трубы не сложно. Они используются при различных видах прокладки: в открытом виде, в шахтах, в каналах под штукатуркой и т.д. Для данной работы применяются специальные паяльники, в одну часть которых вставляется труба, а в другую – разнообразные фитинги. Так, например, водопроводные трубы соединяются способом контактной сварки фитингами, выполненными из полипропилена. При этом само соединение получается литым. Если в результате нужно добиться разъемного соединения, то используются комбинированные фитинги из полипропилена с резьбовыми вставками из металла. Этот способ применяется для присоединения данного материала к металлическим трубам, счетчикам и остальным элементам трубопровода. Далее проводится подготовка сварочного аппарата к работе. Для этого паяльник либо устанавливается на специальные ножки из комплекта, либо ставится на ровную поверхность. Главное его установить так, чтобы во время работы он не упал и не причинил никому ожогов. После этого на него с помощью специальных ключей фиксируются парные насадки, которые соответствуют необходимому диаметру труб. Данные насадки проверяются на чистоту при нагреве и при необходимости протираются тряпкой. Затем на аппарате для пайки либо автоматически, либо ручкой регулятора устанавливается температура, равная 260°. После чего он включается в сеть, и происходит нагрев парных насадок обычно в течение 10-15 минут. Их полную готовность фиксирует индикатор на аппарате, лампочка которого либо загорается, либо гаснет. Только минут через пять после прогрева следует проводить первую сварку. Параметры для пайки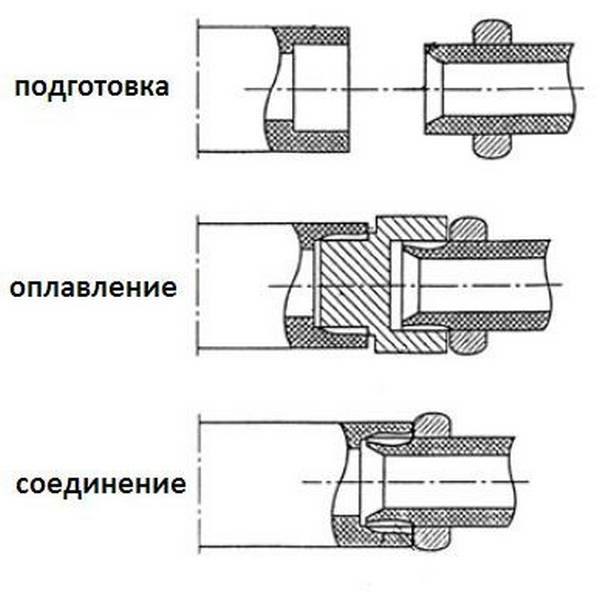 Схема пайки труб из полипропилена. Время пайки напрямую зависит от диаметра труб. Так, если их диаметр 16, 20, 25, 32 мм, то на нагрев затрачивается соответственно 5, 6, 7, 8 секунд, а на сварку – 4 секунды. При этом охлаждение происходит за 120, 120, 180 и 240 секунд соответственно каждому диаметру трубы. При пайке труб диаметром 40 и 50 мм для нагрева нужно 12 и 18 секунд, для сварки 5 секунд, а для охлаждения – 240 и 300 секунд соответственно. Трубы следующих диаметров свариваются с помощью специального крепления для монтажа для того, чтобы задать давление при соединении и избежать поворотов оси. При диаметре 63 и 75 мм нагрев происходит за 24 и 30 секунд, сварка – за 6, охлаждение – за 360 и 390 секунд. Для диаметра 90 и 110 мм на нагрев уходит 40 и 50 секунд, на пайку – 8 и 10, а на охлаждение – 390 и 480 секунд соответственно. Главное – помнить, что время пайки нужно отсчитывать начиная с того момента, как труба полностью вставлена в фитинг. Охлаждение должно проходить естественно, т.е. ни в коем случае нельзя для этого использовать какие-либо средства, например, вентилятор. Процесс пайки полипропиленаПотребуется:
Прежде чем начать монтаж водопроводной или отопительной системы, следует обозначить места расположения всех элементов: кранов, тройников, поворотных уголков и т.д. Далее выполняется сборка отдельных частей, которые пайкой в дальнейшем соединятся в одну систему. Для облегчения процесса работы присоединяемые части держатся горизонтально.  Схема соединения полипропиленовых труб с муфтами. Для вертикальной пайки необходим напарник, так как во время спайки паяльником он должен прикладывать трубу к нужному соединению, удерживая ее при этом без сдвигов. Затем с помощью напарника все соединяемые элементы системы придерживаются в соответствующем положении и выполняется спайка всей системы в целом. Пайку полипропилена рекомендуется выполнять сварочным аппаратом под названием “Фузиотерм”. Работая с ним, перед его включением следует в холодном состоянии навинтить и затянуть вручную инструменты сварки. При пайке двух соединений данные инструменты помещаются в специальные отверстия, находящиеся в этом аппарате. Перед спайкой с помощью специального индикатора проверяется температура, которая должна быть равна 260°. Сам процесс сварки выполняется через 5 минут после нагрева аппарата. Способы сваркиПотребуется:
Чтобы паять полипропилен диаметром до 63 мм, используется муфтовая сварка. При этом для фиксации двух труб между собой применяется муфта, а резьбовые узлы соединяются фитингами с раструбом. Стыковая сварка выполняется для труб с диаметром свыше 63 мм без использования дополнительных деталей.
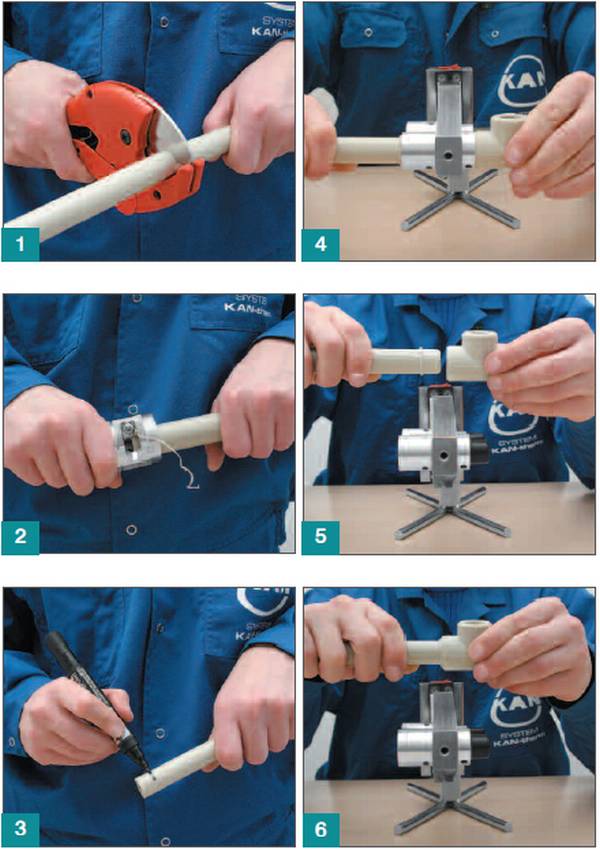
Для полипропиленовых труб, диаметр которых менее 40 мм, используется ручной аппарат для сварки с центрирующим устройством и специальными насадками и выполняется раструбная сварка. В этом случае данный аппарат сначала закрепляется, затем устанавливаются специальные насадки и проводится его включение. Процесс раструбной пайки происходит следующим образом. Вначале с помощью специальных ножниц отрезается необходимая часть трубы из полипропилена. Если она армированная, то обязательно зачищаются ее концы. Затем после нагрева аппарата выполняется пайка, которая проводится быстро, чтобы избежать деформации соединения. После этого фиксируются элементы спайки, исключая на время все механические нагрузки. Всю работу следует выполнять в защитных перчатках. По окончании сварки полипропилена любым необходимым способом нужно все оставить до полного остывания, как минимум на 1-2 часа. Только после этого можно приступать к опрессовке всей системы. Для этого подается вода и проводится испытание давлением. Чтобы соединение получилось надежным и прослужило как можно дольше, необходимо соблюдать все правила проведения сварочных работ.
|
Загрузка. Пожалуйста, подождите...








