
Технология пайки полипропиленовых труб
Оглавление:
Пайка полипропиленовых труб происходит в достаточно короткие сроки, это наиболее привлекательная сторона полипропиленовой трубы. За счет низкой цены, технологичности и легкости стыковки она заняла лидирующую позицию среди труб из конкурирующих материалов. Преимущественно применяется при прокладке водопроводной и частично тепловой инженерной сети. И пусть прочность уступает коммуникациям из металлических труб, но, затевая ремонт в квартире или доме, предпочтение отдают именно этому материалу. Трубы надежно, прочно и быстро соединяются пайкой за считанные минуты. Полипропиленовые трубы обретают все большую популярность за счет простоты установки и надежности. Виды полипропиленовых трубПластмасса, идущая на изготовление изделия, относится к высокопрочным. Она не ржавеет, не накапливает соли и к ней не липнут известковые наросты. Сети, собранные из полипропилена, рассчитаны на большой срок службы (до 50 лет). На самом деле срок службы трубопроводов не ограничен, если нет превышения технических условий эксплуатации по температуре или давлению. Материал деталей способен работать долгое время на достаточно высоком давлении при малой температуре жидкости, и наоборот. Таблица данных о различных категориях полипропиленовых труб. Производятся полипропиленовые трубы в четырех цветовых видах, окрас ничего, кроме цвета, не значит. Полипропилен разрешено использовать в системе водоснабжения, канализации и отоплении. Разрешается соединять пластик с металлом, делать переходы. Полипропиленовые изделия подразделяются по категориям: PN10 – такая категория устанавливается тонкостенным изделиям. Применение ограничено температурами эксплуатации в 45° и для холодной воды. PN16 – категория, разрешенная к использованию в трубопроводах с большим давлением на холодной воде или на отопительной системе без давления. PN20 – наиболее универсальный вариант, эта категория применяется и для холодной, и для горячей воды – до 80°. PN25 – усиленная категория полипропиленовой трубы, в состав внедрена алюминиевая фольга, за счет этого применение расширено до температуры в 95°. Технология пайки полипропиленовых трубСогласно техническому руководству по произведению сварочных работ на полипропиленовых трубах, если диаметры соединяемых труб менее 63 мм, то используется пайка методом раструбной сварки. В месте стыка устанавливаются фитинг, это особая деталь, к которой приваривают обе трубы. Для труб с диаметром больше указанного фитинг не требуется, их сваривают встык. Такое соединение принято считать более надежным. Сварка полипропилена производится аппаратом ручной сварки – «утюгом». Когда сварка производится на трубах от 40 мм и выше, лучше применять сварочные аппараты с центрирующим устройством. 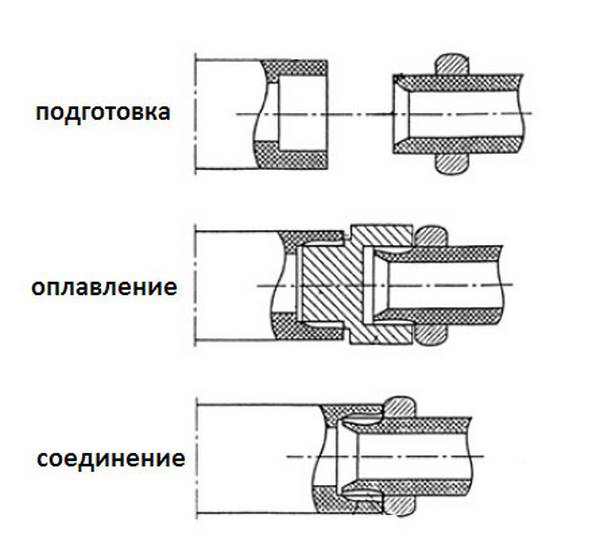 Технология пайки полипропиленовых труб с нагревом изнутри. Работа несколько сложнее, но это необходимо. Сварочный аппарат устроен следующим образом: на нем есть специальные съемные насадки для труб, которые разогреваются электричеством. Насадки сделаны наподобие гильзы, которая расплавляет внешний край трубы или греет внутреннюю часть соединяемых деталей. Насадки выполняются различных диаметров – от 14 до 63 мм. Для исключения пригорания сами нагревающиеся части покрыты тефлоном. Производя сварочные работы, постоянно отслеживайте чистоту насадки. Требуется стирать следы пластика после каждой сварки, лучше специальными тряпками или деревянными скребками. Очищать нужно до полного остывания нагревательного элемента, попытка очистить холодные элементы может испортить слой тефлона.
Последовательность работДля хорошего результата полипропиленовые трубы варятся поэтапно: 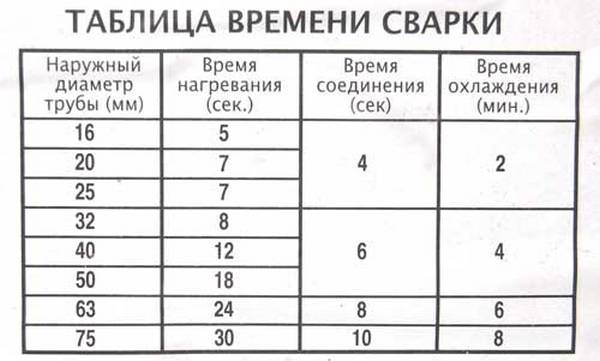 Таблица времени сварки полипропиленовых труб. Начинать следует с подготовки оборудования. Прибор размещается в удобном, ровном месте. Подбираются нагревательные элементы в соответствии с предполагаемыми работами, нужно подобрать диаметры примеркой к трубам. Положить в доступное место. Как правило, большинство приборов позволяет использовать одновременно много насадок. Рекомендация такова: все, что понадобится, приготовить заранее, до включения аппарата. Он греет насадки равномерно, независимо от места подключения их температура одинакова. Готовится закрепление в оптимальном месте для работ. Насадки монтируются с использованием спецключей. На панели контроля параметров выставляется температурный режим, обычно полипропилен сваривают на 260°. Сварочный аппарат включается в сеть, ожидается среднее время нагрева около 15 минут. Качественная сварка возможна только при положительных температурах окружающей среды. Время сваривания корректируется от температуры воздуха, чем жарче, тем быстрее происходит процесс, и наоборот.
Сантехника, собранная на полипропиленовых трубах, прослужит долго, а процесс пайки настолько прост, что любой с ним справится.
|
Загрузка. Пожалуйста, подождите...








