
Как правильно заточить сверло по металлу?
Оглавление:
Как заточить сверло по металлу? Это естественный вопрос после продолжительной его эксплуатации. Из какого бы материала не изготавливалось сверло, оно со временем притупляется, что затрудняет процесс сверления. Затачивание можно провести в домашних условиях, если придерживаться простых правил заточки сверл. Любое сверло время от времени необходимо затачивать. Почему нужна заточкаПринцип работы любого сверла основан на срезании тонкого слоя металла острыми рабочими кромками при его вращении. Режущая часть сверла в результате постоянного контакта с твердым материалом постепенно изнашивается, и этот износ имеет неравномерный характер. Нарушается округлость инструмента, а из-за этого возникает его биение при сверлении. Плоскостная заточка сверла. Проблемы с затупленным сверлом возникают уже в самом начале работы. Нарушение угла режущего конуса создает сложности при формировании стартового конуса на металлической детали. Сверло не желает врезаться в металл и скользит по поверхности. Характерным показателем износа сверла и частичной утраты его режущих способностей становится посторонний звук, напоминающий скрип. Он возникает уже на стадии засверливания детали. Значительное притупление сверла легко обнаружить на ощупь, ведя пальцем вдоль режущей кромки, а также визуально – по виду конуса на его конце. Изношенный инструмент значительно усложняет процесс сверления: длительность работ существенно увеличивается, сверление требует усилий для внедрения сверла в металл, качество работы заметно ухудшается. Для устранения всех нежелательных явлений необходима заточка сверла по металлу. Важнейшие параметрыВ домашних мастерских для обработки металла применяются спиральные сверла различного диаметра. Они чаще всего выполняются из высоколегированной стали, а наиболее прочные – из победита или с использованием упрочняющих напаек. Все они имеют следующие основные зоны: рабочая часть, хвостовик и шейка. Хвостовик предназначен для закрепления инструмента в патрон сверлильного оборудования, для чего есть специальная лапка. Рабочая часть изготовлена в виде спирального участка, завершающегося острым кончиком – режущим конусом. 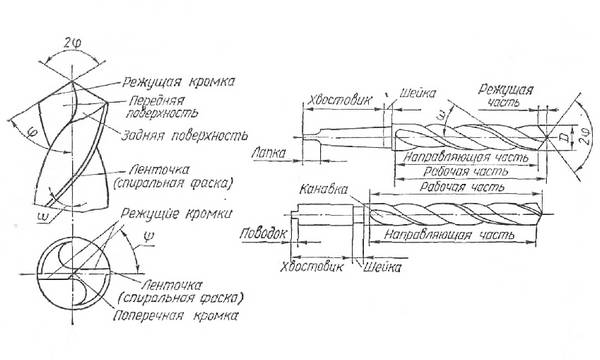 Элементы спирального сверла. Рабочая зона в форме спирали включает две передние (заглубленные) и задние поверхности. Одна из границ между этими поверхностями формируется в виде ленточки с образованием режущей кромки. Нижний конец рабочей зоны имеет конусообразную часть, а в вершине конуса сходятся обе поверхности, образуя два зубчатых элемента (пера). На боковой поверхности конуса ленточка обеспечивает его режущую кромку. На вершине конуса при схождении двух ленточек формируются поперечная кромка и перемычка, а передняя поверхность образует канавку. Функциональные возможности инструмента обеспечиваются углами заточки его рабочих элементов. Основной характеристикой сверла считается угол заточки конуса, который определяется как угол между двумя ленточками в конусной вершине. Уменьшение величины этого угла приводит к удлинению конусной режущей зоны и большему заострению инструмента. С учетом того, что разные металлы имеют различную твердость, углы заточки для сверления разных материалов разнятся. При обработке почти всех типов стали рекомендуется угол заточки в 90 градусов. Для сверления более мягких металлов (медь, алюминий) его величина может достигать 100 градусов (как и для дерева). При работе с твердыми медными сплавами (латунь, бронза) выбирается угол в пределах 105-125 градусов. Некоторые правила заточки сверлаЗаточка сверла по металлу производится для решения следующих задач: поддержание остроты режущей кромки, обеспечение требуемого угла конусности, центровка инструмента. Такая цель может быть достигнута при обработке рабочей зоны абразивным элементом – наждачным кругом, болгаркой и т.д. Лучше всего проводить операцию на специальном оборудовании, но заточку можно осуществить и вручную, в домашних условиях и с применением приспособлений. Основной принцип операции – тонкая обработка режущих зон при надежной фиксации сверла в необходимом положении. 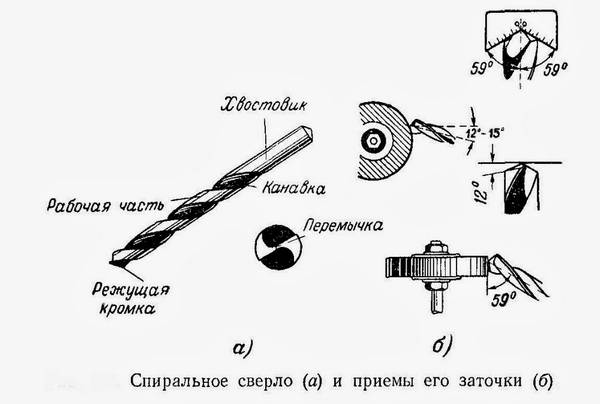 Спиральное сверло и приемы его заточки. Контроль параметров проводится с применением штангенциркуля и визуально. Для оценки конусного угла рекомендуется использовать шаблон. Для сверл диаметром до 10 мм размер перемычки на кончике конуса не должен превышать 0,4 мм, а при диаметре свыше 10 мм – 1,5 мм. Степень и чистота обработки зависит от зернистости абразивного элемента. При значительном притуплении инструмента используется грубый наждак с последующей доводкой. Если характер дефектов не очень серьезен, то можно применить мелкозернистый диск. Небольшой износ выправляется бархатным абразивным элементом (им же производятся доводочные операции). Степень цилиндричности сверла (центровка) оценивается измерением размера ленточек от конусного кончика до начала конусного участка. Их размер должен быть абсолютно одинаковым. Сам режущий участок должен составлять идеальный конус. Процесс заточки сверлаКак правильно заточить сверло по металлу? Ручное точение сверла производится с помощью точильного станка (наждака) или болгаркой при ее фиксации в виде станка. На сверле отмечается центр инструмента – красная отметка в конусной вершине. Она при заточке перемещается горизонтально относительно поверхности верстака, на котором закреплен шлифовальный диск. Шлифуемую поверхность участка следует располагать параллельно плоскости диска. Другими словами, сверло при точении конусной части подносится к кругу под наклоном, величина которого соответствует половине угла заточки конуса. 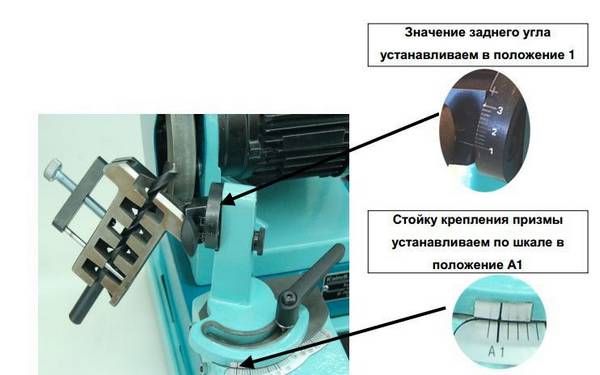 Настройки станка для заточки. Режущая кромка затачивается методом шлифовки задней поверхности. Оба пера конуса необходимо обработать абсолютно идентично. Заточка сверла осуществляется двумя руками: левой рукой обеспечивается его фиксация и передвижение, а правой – вращение по часовой стрелке. Обеими руками следует работать синхронно, постепенно передвигая инструмент вперед для заточки всей длины. В процессе шлифовки рекомендуется не отрывать деталь от круга. Все движения должны быть плавными и спокойными. Ход работы визуально контролируется по красной отметке. После обработки первого зуба аналогичная процедура проводится со вторым пером. Угол заточки проверяется шаблоном, а в случае недостаточного снятия металла операция повторяется. При существенном износе инструмента может потребоваться заточка и режущей кромки цилиндрической части. Обработка ленточки задней поверхности этого участка ведется на торце абразивного круга. Само сверло продвигается к кругу параллельно его поверхности. Заточка начинается с установки на станке или болгарке крупнозернистого круга. Следующий этап – обработка на дисках с мелкой зернистостью. Операция завершается доводкой с применением полировочного круга. В частности, для завершающего этапа рекомендуется зеленый карбидно-кремниевый круг с зернистостью не более 6. При проведении работ следует строго следить за разогревом металла, а для этого проводить регулярное водяное охлаждение. Применение приспособленияПри работе на наждаке основную проблему составляет правильное направление сверла и надежное его удержание с учетом разогрева металла. Для того чтобы облегчить процесс, используются державки инструмента. Распространена такая самодельная система. Державка изготавливается на базе штатива с закреплением на ней пластины. На этой пластине сверло крепится с помощью фиксаторов. Продвижение его в направлении абразива осуществляется регулировочным винтом. Стойка штатива снабжается шкалой с разметкой углов (обычно 4 наиболее распространенных варианта). Такая конструкция обеспечивает надежную фиксацию инструмента в зажимах пластины, а точность подачи обеспечивается регулировочным винтом.
|
Загрузка. Пожалуйста, подождите...








