
Качественная заточка сверл в домашних условиях
Оглавление:
Сверление важный этап многих работ, в том числе дома. Со временем сверла изнашиваются, и сверлить становится труднее. Заточка своими руками позволяет избавиться от этой проблемы. Схема устройства сверла по металлу. Конечно, обработать сверло, особенно если оно изготовлено из особых материалов, лучше у профессионалов на промышленных станках, но это дорого и не всегда возможно по многим причинам. Заточка в домашних условиях подразумевает обладание точильным инструментом, но приобрести его надо один раз и надолго. Причем в быту он пригодится и для других целей. Особенности процесса сверленияВиды заточки сверл. Принцип любого сверления основан на формировании конического углубления в материале и постепенном его углублении, за счет вращательного движения режущих кромок сверла. Соответственно, режущая кромка при частом контакте с твердой поверхностью изнашивается, причем неравномерно. Симметричность (округлость) режущей части нарушается, и центр вращения постоянно смещается в процессе сверления. Во время сверления внутри обрабатываемого отверстия накапливается прочная металлическая стружка разного размера. Такие частицы исполняют роль абразивного материала и стирают рабочую поверхность сверла. Кроме того, трение при сверлении вызывает разогрев инструмента, что значительно увеличивает скорость износа материала. Необходимость заточкиШаблоны заточки сверл. Главным показателем износа является продолжительность сверления. Значительное увеличение времени такой операции говорит о необходимости заточки. При обработке дерева или пластика такое явление наблюдается редко, но при работе со стальными или медными деталями износ режущего инструмента наступает достаточно быстро. В этом случае возникают сложности при образовании уже начального конуса на поверхности металла. Ярким проявлением потери функциональных способностей является возникновение звука, похожего на резкий скрип, уже при засверливании поверхности. При работе с плохо заостренным сверлом во время работы выделяется большее количество тепла, что сильно накаляет инструмент и ускоряет его износ. Наконец, остроту можно проверить на ощупь, проводя пальцем по режущей кромке, или визуально по состоянию конусной части. Для того чтобы с изношенным сверлом можно было работать и дальше, его необходимо заточить. Основные параметрыКонический способ заточки сверла. В бытовых условиях обычно используется сверло спирального типа разного диаметра. Инструменты изготавливаются из легированной стали или победита, а также могут содержать упрочняющие напайки. Сверла имеют стандартную конструкцию и состоят из рабочей части, шейки и хвостовика. Рабочая часть, представляющая собой спиральный участок, на конце имеет конусную режущую часть. На хвостовике выполнена лапка для закрепления сверла в инструменте. Спиральный рабочий участок состоит из двух передних (углубленных) и задних поверхностей. На одной из границ между поверхностями выполнена ленточка, образующая режущую кромку. Концевая режущая часть рабочего участка представляет собой конус, в вершине которого сходятся передние и задние поверхности, формируя два зуба (пера). В конусной части ленточка образует режущую кромку конуса. В вершине конуса, где сходятся две ленточки, образуется поперечная кромка и перемычка. Передняя поверхность формирует канавку. Важнейшим параметром режущего инструмента является угол заточки конуса, представляющий собой угол между двумя ленточками в вершине конуса. Естественно, что чем меньше угол, тем длиннее конусная режущая часть и более заострено сверло. Для сверления разных материалов выбираются сверла с разным углом заточки. Для большинства типов стали этот угол выбирается в 90°, для меди и алюминия – 90-100?, для бронзы и латуни – 110-120?, для дерева – 90-100?. Принцип заточки сверла Схема заточки сверла. Целью заточки является заострение режущей кромки, создание необходимого угла конусности и обеспечение центровки сверла. Цель достигается обработкой с помощью наждачного элемента. Заточка может производиться вручную, с применением приспособлений или на специальном оборудовании. Главная задача – тонкая и точная обработка инструмента при надежной фиксации его положения. Состояние оценивается визуально и путем измерения штангенциркулем. Угол конуса лучше проверить с помощью шаблона. Угол должен соответствовать рекомендованным значениям. Размер перемычки в вершине конуса не должен превышать 0,4 мм для сверл диаметром до 10 мм и 1,5 мм – для сверл большего диаметра. Этот параметр определяет заостренность режущего конуса. Если визуальный осмотр показывает сильный износ режущей части, то следует точить сверла с помощью грубого наждака. При менее серьезных дефектах, можно применить мелкозернистый диск. Для незначительного износа поверхности достаточно круга с бархатным абразивом. Центровка проверяется путем замера или визуальной оценки длины ленточек (плечики) от вершины конуса до его основания. Длина обеих ленточек должна быть одинакова. Режущий элемент сверла должен иметь вид правильного конуса. Процесс заточки сверла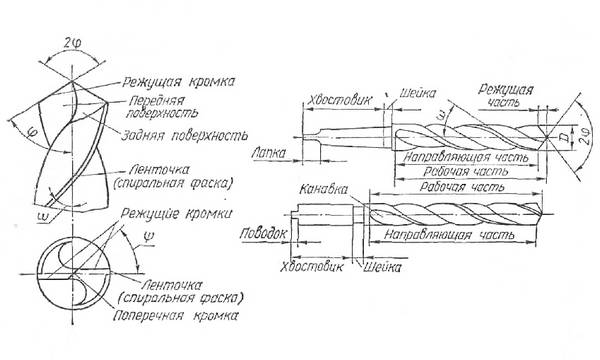 Элементы спирального сверла. Точить сверла лучше всего вручную с использованием точильного станка. Перед заточкой рекомендуется отметить красной точкой вершину конуса (центр). Сверло подносится к шлифовальному кругу станка в горизонтальном направлении относительно стола. При этом обрабатываемая поверхность режущего элемента должна быть строго параллельна поверхности круга, то есть сверло при обработке конусной части направляется к поверхности круга под углом, равным половине угла заточки конуса. Заточка режущей кромки осуществляется путем обработки задней поверхности. Оба зуба на режущем конусе должны быть обработаны совершенно одинаково. Подачу сверла к кругу следует производить с помощью обеих рук. Левая рука фиксирует инструмент в заданном направлении, а правой рукой обеспечивается вращение сверла по часовой стрелке. Обе руки медленно перемещаются вперед для обработки всей длины конуса. В ходе заточки не следует отрывать деталь от поверхности круга. Движение рук должны быть медленными и плавными. 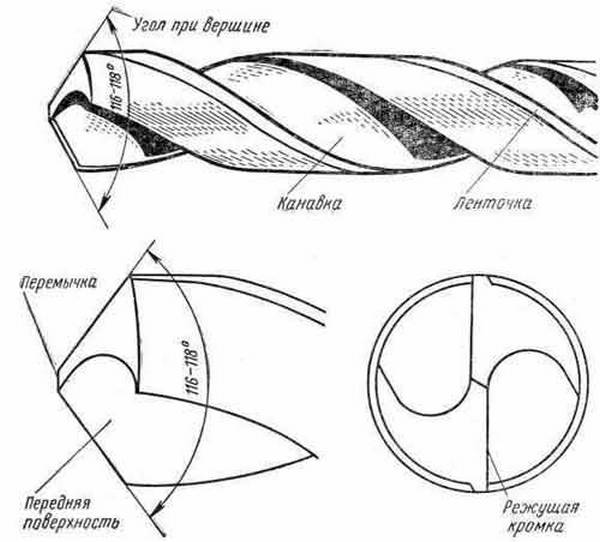 Элементы рабочей части сверла. Процесс шлифования следует контролировать по красной точке в центре сверла. Аналогично обтачивается второй зуб конуса. Угол заточки контролируется шаблоном. При недостаточности заточки процесс повторяется. При необходимости заточки режущей кромки на цилиндрической части сверла, обработка ленточки задней поверхности осуществляется на торце шлифовального круга. При этом инструмент выдерживается параллельно поверхности круга. Обработку начинают с установки грубого абразива. Затем обработку проводят с использованием круга мелкой зернистости. Окончательно проводится доводка полировочной поверхностью. В последнем случае можно рекомендовать зеленый круг на основе карбида кремния с зернистостью 5-6. При заточке нельзя допускать чрезмерного его разогрева. Снижение риска перегрева обеспечивается регулярным охлаждением сверла водой. Использование приспособлений Схема устройства для заточки сверла. При заточке сверл вручную, главная сложность заключается в надежной фиксации (удержании) его относительно шлифовального круга. Для устранения этого, используются различные простые приспособления, изготовленные своими руками. Например, рекомендуется приспособление, выполненное на базе штатива. Сверло закрепляется на пластине с фиксатором. Перемещение сверла в продольном направлении осуществляется с помощью регулировочного винта. На стойке помещена шкала с разметкой устанавливаемых углов, с возможностью фиксации четырех самых распространенных углов. Правильность обработки режущей поверхности обеспечивается надежным удержанием сверла в зажиме и точностью хода, обеспечиваемого регулировочным винтом. Обработка всей задней поверхности сверла осуществляется за счет небольшого наклона оси сверла и возможности его перемещения по дуге. Особенности заточки победитовых сверл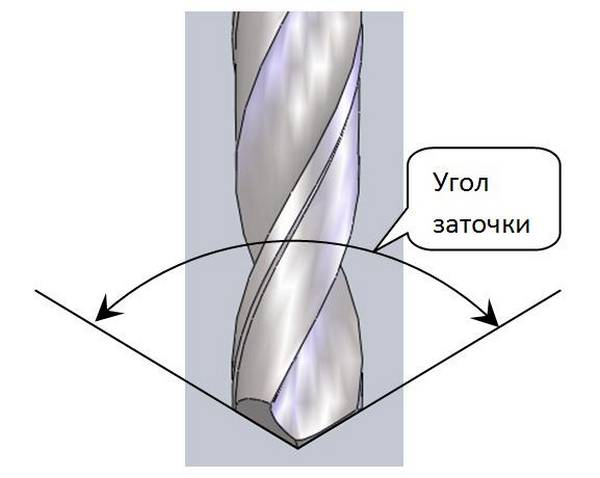 Схема угла заточки сверла. При обработке победитовых сверл необходимо использовать шлифовальный круг из алмазного камня. Скорость заточки такого инструмента должна быть меньше, чем стального. Сама заточка сверл производится быстрыми короткими прикосновениями режущей поверхности к алмазному кругу. Шлифование победита происходит очень быстро, поэтому контакт сверла с камнем круга должен быть минимальным по продолжительности. Сверла с упрочняющей напайкой также затачиваются в домашних условиях. В целом процесс аналогичен заточке стальных вариантов. Особо надо следить за разогревом материала. Перегрев может вызвать растрескивание напайки. Кроме того, желательно обработать и переднюю поверхность для центровки напайки. Необходимый инструментДля заточки сверл в домашних условиях необходимы следующие инструменты и оборудование:
Обеспечить каждый дом специальными станками для заточки сверл нереально. Но произвести заточку вручную вполне можно при получении небольших навыков пользования шлифовальными кругами.
|
Загрузка. Пожалуйста, подождите...








