
Особенности технологии пайки полипропиленовых труб
Оглавление:
Сегодня при ремонте и обустройстве систем водопровода и канализации чаще всего используют полипропиленовые трубы. Если вы намерены все делать самостоятельно, то предстоит знать, как правильно сваривать изделия. Схема соединения полипропиленовых труб с муфтами. Перед тем как выбрать технологию пайки труб, следует определить, какой материал будет использоваться. Трубы, которые применяют в бытовых системах, можно разделить на четыре категории. Первая из них предполагает марку изделий PN 10, которые являются тонкостенными. Их следует монтировать в том случае, когда через трубы станет протекать холодная вода. Вторая разновидность труб – это PN 16. Такие изделия могут применяться для подвода холодной воды при условии, что в системе может быть повышенное давление. Помимо этого, упомянутый вид труб может применяться для монтажа отопления, рабочее давление которого не является высоким, к таким системам можно отнести автономные. Марка труб PN 20 выступает в качестве универсальной категории, которая отлично подходит для обустройства подачи воды, температура которой не превышает 80° С. При этом рабочее давление в системе не должно превышать показатель в пределах 2 МПа. Последняя разновидность – это PN 25. Трубы, относящиеся к этому классу, представлены особым типом. Они обладают армированием на базе алюминиевой фольги. Область их применения – холодный и горячий водопровод, давление в котором ограничено пределом в 2,5 МПа. Особенности выбора типа соединения при пайкеАппарат для пайки полипропилена. Технология пайки труб предполагает не только определение их типа, но и выбор вида соединения. Так, если предстоит работать с материалом, диаметр которого не слишком велик и ограничен показателем в 63 мм, то рекомендуется использовать муфтовую пайку. Эти работы предусматривают сопряжение двух отрезков посредством использования дополнительной детали, которая называется соединительной муфтой. Для того чтобы произвести сопряжение труб, которые имеют стальные части, следует применять резьбовые соединения или фитинги, обладающие раструбом с уплотнением. Если в процессе работы необходимо произвести установку труб с более внушительным диаметром, чем тот, что был упомянут выше, следует взять за основу способ пайки, который называется стыковым. При этом не требуется использовать соединительные составляющие. Эта технология выступает в качестве наиболее надежной. Сваривать полипропиленовые трубы, которые имеют внушительный диаметр, можно муфтовым методом, если в наличии есть фитинги нужного размера. Некоторые мастера задаются вопросом о том, есть ли возможность осуществить сопряжение труб, не используя для этого сварку. Произвести соединение, воспользовавшись фитингами, можно, однако применять их следует при обустройстве безнапорных систем, что подходит для установки канализации. Если же работы ведутся над водопроводом или отоплением, то рекомендуется взять за основу сварные соединения, кроме того, они не столь сложны в реализации. Применять фитинги для сопряжения труб без использования сварки можно, если трубы имеют диаметр не больше 315 мм. Это верно, поскольку при сопряжении труб более внушительного диаметра применять фитинги экономически нецелесообразно. Подготовка к проведению сварки Технические параметры сварки полипропиленовых труб. В качестве главной особенности технологии выступает необходимость использования специального паяльника. Если вы намерены произвести работы один раз, то приобретать инструмент не стоит, так как подобное оборудование можно взять в аренду. Наиболее простые модификации подобного аппарата, предназначенного для сваривания труб, имеют мощность в пределах 800 Вт. Этого вполне достаточно для домашнего мастера. Мощность установки оказывает влияние на период разогрева, а то, насколько надежно и эстетично будет сварена труба, от данного показателя не зависит. Для проведения сварки полипропилена следует подготовить:
Полипропиленовые трубы перед началом установки и сваривания предстоит кроить, для чего отлично подходит труборез. Заменить инструмент можно ножовкой, предназначенной для работы по металлу. Первый вариант инструмента позволит ускорить проведение работ. Это обусловлено тем, что подобные ножницы могут сделать точный срез, угол которого будет равен 90°. Если применять для этого ножовку, линию среза, скорее всего, будет необходимо подправлять с использованием наждака. При использовании в процессе работы трубы на основе материала, армированного алюминием, для обработки срезов потребуется применить еще и шейвер. Технология пайки имеет особенности. 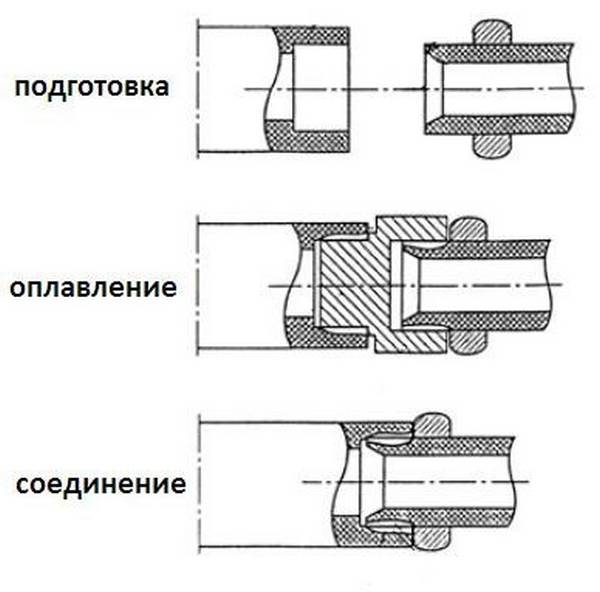 Схема пайки труб из полипропилена. Сварить полипропиленовые трубы, которые обладают незначительным диаметром, не превышающим 49 мм, можно с применением простого ручного аппарата, предназначенного для сварки. Если в работе предполагается сопрягать изделия большего диаметра, рекомендуется запастись установкой, которая обладает центрирующим приспособлением. Две разогревающие насадки имеют в составе гильзу, на которую следует надевать трубу, тогда как в дорн вставляется соединительная муфта. Установку нужно поставить на ровное основание и оставить для разогрева, пока не будет достигнута определенная температура. Период разогрева занимает 10-15 минут, на это влияет мощность. Если производится пайка полипропиленовых труб, которые относятся к классу PN 10 и PN 20, рекомендуется проверить стыки на отсутствие грязи и погрешностей. При работе с армированными трубами посредством шейвера предстоит избавиться от части толщины, в противном случае трубу невозможно будет надеть на фитинг. Обработка осуществляется на глубину вхождения в муфту. Трубу и фитинг нужно надеть на насадки инструмента, а после подождать до тех пор, пока элементы не будут разогреты. Это время будет зависеть от мощности аппарата и температуры внешнего воздуха. Более подробно о времени выдержки мастер сможет узнать из инструкции к прибору.
Как только детали оказались разогреты, их можно снять с прибора и приступать к сопряжению, при этом не нужно осуществлять вкручивающих движений. Элементы нужно выдержать в течение некоторого периода в статичном положении, не подвергая материал деформации. Как только материал остынет, сопряжение можно считать надежно укрепленным. Стыковой тип сваркиПри установке полипропиленовых труб, которые имеют диаметр, превышающий 50 мм, следует использовать другой тип сварки, который называется стыковым. Этот способ следует применять при работе исключительно с толстостенными трубами, толщина которых не меньше 4 мм. Перед сопряжением полипропиленовых труб их торцы нужно хорошо обработать, чтобы поверхности получились параллельными. Варить нужно, соблюдая совпадение осей. Это указывает на необходимость применять центрирующее приспособление. Технология пайки предполагает разогрев посредством нагревательного элемента в виде диска. В остальном работы проводятся так же, как было описано выше.
Выполнение сварки труб – работа несложная, однако предполагает соблюдение аккуратности. Важно соблюдать период нагрева и выдержки соединений.
|
Загрузка. Пожалуйста, подождите...








