
Инструкция по правильной эксплуатации сварочного инвертора
Оглавление:
Отличительными свойствами сварочного аппарата инверторного типа являются его небольшой вес, компактные размеры и высокая производительность. При работе со сварочным инвертором необходимо следить за непрерывностью и качеством получаемого шва. Соблюдая руководство и выполняя основные требования инструкции, вы сможете самостоятельно освоить технику сварки данным агрегатом. После покупки и проверки полноты комплектации аппарата следующим этапом работы будет процесс подключения сварочного инвертора. Руководство по подключению сварочного аппаратаСхема управления сварочным инвертором. Прежде чем начинать изучать инструкцию по эксплуатации сварочного инвертора и осваивать технику выполнения сварочных работ, вам нужно разобраться с тем, как и куда можно подключать агрегат. Для начала изучите проводку и розетки в своем доме. Если дом построен достаточно давно, то установленные в нем розетки и провода рассчитаны на максимальный ток в 10 А. Инструкция по эксплуатации рассматриваемого аппарата требует крайне серьезного подхода на всех этапах. Нарушив требования по подключению агрегата в сеть, вы рискуете оставить себя и ближайших соседей без электричества. Как правило, длина сетевого шнура сварочного инвертора не превышает 2-2,5 м. Поэтому при выполнении работ вам понадобятся удлинители. Инструкция по эксплуатации требует применения соответствующих удлинителей. От сечения провода зависит максимально допустимый ток. Так, если сечение составляет 1,5 мм?, то работать можно на токе не более 16 А. Провода с сечением в 2,5 мм? выдерживают нагрузку в 25 А. Сечение провода удлинителя для подключения сварочного инвертора нужно подбирать с запасом. В целях безопасности рекомендуется использовать заземление. Удлинение провода лучше выполнять без промежуточных соединений. Приобретите многожильный цельный кабель подходящей длины. Кабель с сечением в 35 мм? сможет работать на максимальном токе в 140 А. Начало работы со сварочным инверторомТаблица классификации сварочных инверторов. Прежде чем приступать к эксплуатации сварочного аппарата инверторного типа, вам нужно подготовить следующее: Сначала нужно выбрать электрод и настроить сварочный ток. Эксплуатация сварочного инвертора предполагает применение электродов диаметром в 2-5 мм. Выставьте сварочный ток в соответствии с толщиной свариваемых материалов и их составом. Как правило, подходящие значения тока приводятся непосредственно на корпусе сварочного инвертора. Подносите электрод к обрабатываемой поверхности медленно, спешить нельзя, т.к. это приводит к залипанию. Далее необходимо подключить клемму массы к поверхности. Непосредственно сварочный процесс при помощи инвертора начинается с поджигания дуги. Необходимо поднести электрод к обрабатываемой детали под небольшим углом, после чего несколько раз прикоснуться к сварочной поверхности. Благодаря этому будет выполнена активация электрода. Держите электрод на некотором расстоянии от заготовки. Обычно держат на расстоянии, равном диаметру используемого электрода. Варите, пока не будет получен шов нужной длины. Металлическая накипь сверху шва удаляется при помощи небольшого молотка или другого подходящего предмета. Как контролировать дуговой промежуток?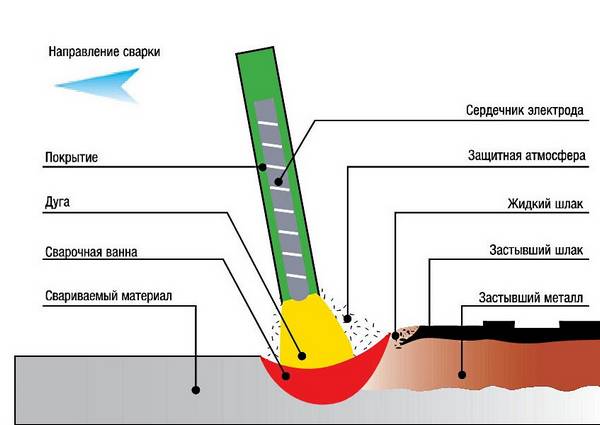 Схема контроля дугового промежутка. В процессе использования сварочного инвертора вам придется столкнуться с таким явлением, как дуговой промежуток. Под ним нужно понимать зазор, образующийся в процессе сварки между металлической поверхностью и электродом сварочного инвертора. Важно поддерживать данный промежуток на одном значении. Если зазор будет небольшим, то вы получите выпуклый шов с участками несплавления по бокам. К такому явлению приводит то, что металл не успевает достаточно прогреться. Если же зазор будет слишком большим, дуга начнет скакать. Это вызовет неровность укладки наплавляемого металла. Поддерживая зазор на постоянной и подходящей величине, вы сформируете нормальный шов с качественным проваром. Обеспечивать высокое качество сварки можно, лишь научившись контролировать длину дуги. Инструкция по созданию правильного сварочного шва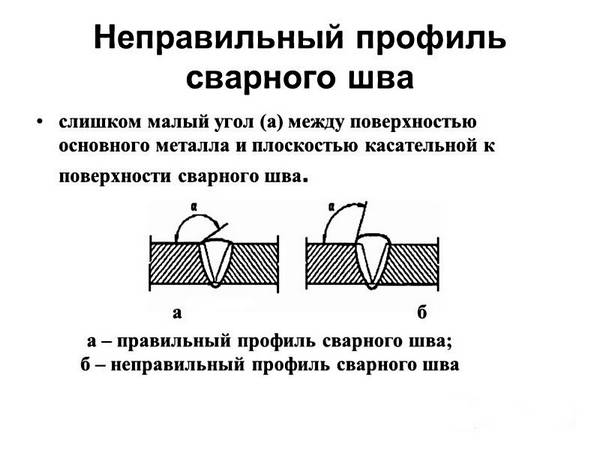 Схема профиля сварного шва. При работе со сварочным инвертором все нужно делать в соответствии с технологией, иначе будут появляться различные дефекты. Линия ванны во время сварки находится ниже поверхности основного металла. Образование шва происходит под воздействием дуги, когда она глубоко и интенсивно проходит в основной металл и толкает ванну назад. Ввиду этого при выполнении сварочных работ мастер должен следить за тем, чтобы шов располагался на уровне металла. Для создания идеального шва нужно использовать зигзагообразные и круговые движения. При выполнении круговых движений следите за уровнем сварочного шва. Ванну нужно равномерно распределять по кругу. Если вы будете создавать зигзагообразный шов, контролируйте его образование сначала с одной стороны, затем сверху ванны, после этого с другой стороны и т.д. Помните о том, что ванна следует за теплом. Если металла электрода не хватает для заполнения ванной, в процессе движения поперек формируется подрез. Для исключения появления подобной канавки контролируйте внешние границы и тщательно следите за ванной. В случае необходимости ее толщину можно уменьшить. Манипуляция ванной выполняется при помощи силы дуги, находящейся на конце рабочего электрода. Если вы наклоните электрод, ванна станет толкаться, а не тянуться. Чем вертикальнее вы будете держать электрод при работе, тем менее выпуклым будет получаемый шов. При расположении электрода вертикально под ним будет собираться все тепло. Это позволит вдавливать ванну вниз, хорошо проплавлять и распространять все вокруг. При небольшом наклонении электрода, вы будете направлять силу назад. Из-за этого сварочный шов приподнимется. Слишком сильный наклон не позволит нормально контролировать ванну. Если вам нужно сдвинуть ванну назад либо получить плоский шов, электрод нужно наклонять под разным углом. Начинайте работать с угла в 45-90°. Такие углы дают возможность нормально следить за ванной и выполнять работу.
Нюансы сварки тонкого листового металлаСварка таких изделий имеет свои особенности. Сначала нужно разобраться в полярности электродов. При работе со сварочным инвертором на постоянном токе имеет место положительный и отрицательный заряд. Сначала вам нужно понять, куда подключается каждый заряд. Так, если подключить положительный заряд к свариваемому материалу, то он будет сильнее прогреваться. Если же его подключить к электроду, то он будет больше гореть и нагреваться.
Таким образом, работать со сварочным инвертором не так уж и сложно. Полностью разобравшись в основных моментах инструкции и неуклонно следуя установленным требованиям, вы сможете делать все не хуже квалифицированного сварщика. Удачной работы!
|
Загрузка. Пожалуйста, подождите...








