
Как правильно научиться сваривать металл инвертором?
Оглавление:
Сварочный инвертор – устройство, позволяющее выполнить соединение металла свариванием. В сравнении с выпрямителем или трансформатором, сварка инвертором легче, проще и доступнее. Как научиться сваривать металл инвертором? Схема элементов инверторного сварочного аппарата. Сварка инвертором: последовательность операцийТехнология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат – сплошное прочное соединение двух металлических поверхностей. Как правильно варить металл инвертором, на что обратить внимание при обучении сварке? Подготовка к сваркеСхема источника питания инверторного сварочного аппарата. Розжиг дуги в начале сварки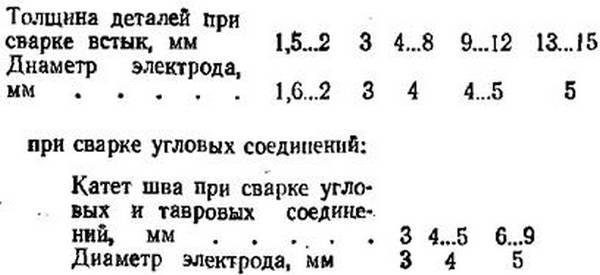 Рисунок 1. Зависимость диаметра от толщины деталей. Сварная ванна и сварной шов Рисунок 2. Зависимость диаметра от толщины деталей. Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток. Какими электродами варить металл?Электрод – металлический стержень, покрытый снаружи обмазкой. Вещество обмазки является шлаковой смесью, которая при сварке также расплавляется, поднимается на поверхность сварной ванны (она легче металла) и защищает жидкий металл от окисления и насыщения азотом (рис 2). В некоторых случаях в состав обмазки вводят газообразующие добавки, обеспечивающие выделение газа при плавлении электрода. 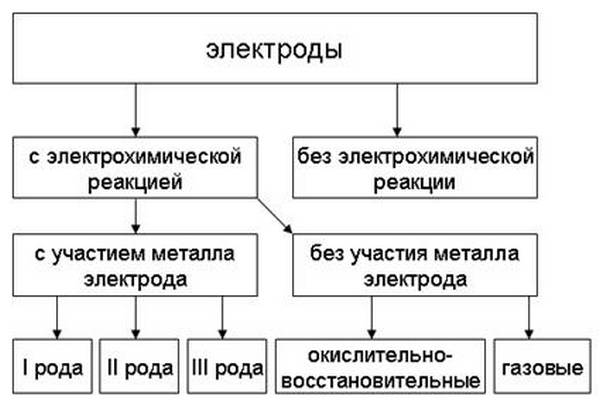 Классификация электродов. Состав внутреннего стержня определяется видом свариваемых металлов (малоуглеродистые и низколегированные стали, латунь и бронза, магниевые сплавы, титановые сплавы). Чтобы сваривать металл обыкновенной углеродистой стали, применяются электроды марки УОНИИ. Их также используют для коррозионностойких сталей. Сварка УОНИИ выполняется только прямым током. Более универсальными считаются стержни маркировки АНО. Они подходят как для прямого, так и для обратного тока любой полярности. Электроды отличаются не только составом обмазки и стержня, но и диаметром. Размеры стержня в обмазке варьируются от 1,6 мм до 5 мм в диаметре. Чем толще свариваемые детали, тем больший диаметр электрода необходим для их сплавления. Существуют математические формулы расчета диаметра для заданной толщины металлических деталей. Начинающему сварщику проще пользоваться таблицами. Второстепенными факторами, влияющими на выбор электрода, является вид соединения деталей (горизонтальная, вертикальная или нависающая сварка, стыковой или угловой шов). Из данных таблицы видно, что диаметр электрода для углового соединения незначительно отличается от диаметра для стыковой сварки деталей. 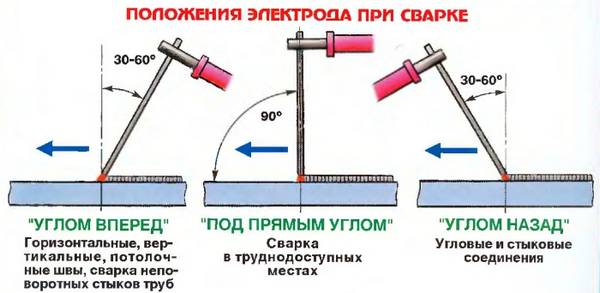 Положения электрода при сварке. При этом для сварки нависающих поверхностей не используются сварочные стержни большого диаметра. Для потолка их размеры ограничены диаметром 4 мм. Варьирование диаметра стержня при сохранении всех других параметров может усилить или ослабить удельный ток сварки (ток, приходящийся на единицу сечения электрода). Это повлияет на глубину проплавления и толщину сварного шва. Если электрод более тонкий, сила тока концентрируется и проплавляет глубже, сварной шов получается узкий. Если электрод более толстый, удельное значение силы тока уменьшается, и глубина проплавления становится меньшей, а ширина шва – большей. Как выбрать значение сварочного тока и его полярность?Сила тока определяет глубину проплавления металла. Чем сильнее ток, тем мощнее дуга, тем глубже плавится металл. Сила тока прямо пропорционально зависит от диаметра электрода и толщины сварки. Ее можно определить расчетами по формулам или воспользоваться готовыми таблицами. На силу тока влияет расположение сварного шва. Максимальное значение тока используется для проплавления горизонтальных поверхностей. Для того чтобы сварить вертикальные швы, сила тока меньше на 15%, для нависающих (потолочных) соединений – меньше на 20%. Бытовой инвертор имеет шкалу силы тока до 200 А. В полупрофессиональных моделях значение шкалы градуировано выше, до 250 А. 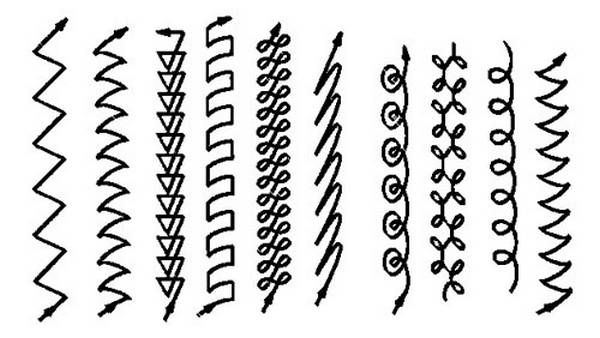 Рисунок 3. Движение электрода при сварке. Полярность – направление движения тока. Инвертор дает возможность изменять направление тока. Как это делается и для чего необходима смена полярности? Поток электронов (ток движется от минуса к плюсу) в сварке инвертором двигается от клеммы «-» к клемме «+». Та клемма, на которую приходят электроны («+»), прогревается сильнее. Этот факт используют для обеспечения качественной сварки на различных металлах, при различной толщине элементов. Если детали массивные, то клемма «+» крепится к их металлической поверхности (к одной из деталей). Такое подключение называют прямой полярностью, оно чаще используется в сварочных работах. Если сплавляется тонкий лист стали или высоколегированный сплав, склонный к выгоранию легирующих элементов, то к ним подключают клемму «-». Получаемая полярность называется обратной. При таком движении тока максимальный разогрев происходит в электроде, а основной металл разогревается меньше. Обратная полярность характеризуется большей стабильностью дуги, ее легче разжечь и поддержать ее горение. Как передвигать электрод во время сварки?Электрод передвигается вдоль сварочного шва не прямолинейно, а по возвратной траектории (зигзагом вправо-влево, спиралью, елочкой). Это обеспечивает наиболее качественное проплавление, отсутствие непроваров и несплошностей в шве. Схема наиболее традиционных видов движения конца стержня при сварке инвертором приведена на рис. 3. 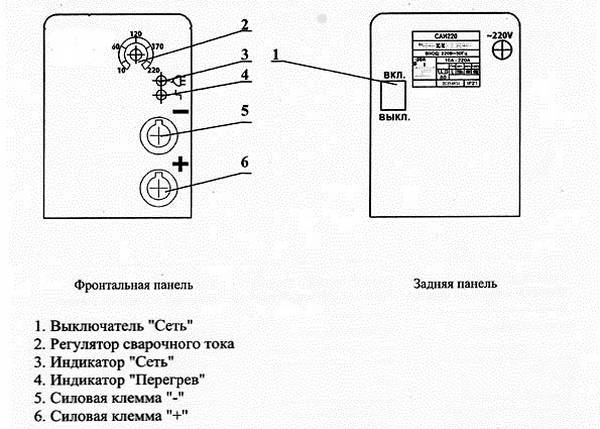 Управление сварочным инвертором. Скорость сварки или скорость передвижения электрода формируют поверхность шва и его параметры: выпуклость, ширина и глубина. Чем быстрее передвигается сварная ванна, тем меньше глубина шва и его выпуклость после застывания. Сварное соединение получается узким и ровным. Медленное передвижение электрода увеличивает глубину шва и придает его поверхности более выпуклый вид, сварное соединение получается широким, со значительной выпуклостью и наплывами. В конце сварки клемма со стержнем задерживается на несколько секунд в зоне окончания шва. Это позволяет накопиться расплавленному металлу и предупредить образование углубления (кратера). На параметры сварного шва влияет положение электрода при сварке. Угол наклона электрода определяет положение сварной ванны. Угол расположение электрода к поверхности металла должен быть близок к 90? и может отличаться от него на 15-20?. Рассмотренные нами показатели (величина тока, полярность, диаметр и вид электрода) называются характеристиками сварки. Их правильный выбор обеспечивает качественное сплавление деталей. Для домашней сварки инвертором на приусадебном участке (каркас теплицы, лестница, беседка для винограда) или в индивидуальном строительстве (каркас фундамента) наиболее востребованы электроды диаметром 3 и 4 мм, с использованием сварочного тока силой около 100 А, при прямой полярности.
Сварка инвертором представляет доступный обучению процесс. Инверторы – устройства нового поколения. Они значительно облегчают обучение свариванию и имеют ряд дополнительных функций, помогающих начинающему сварщику стать профессионалом.
|
Загрузка. Пожалуйста, подождите...








