
Как осуществляется заточка ленточных пил?
Оглавление:
В большинстве случаев ленточные пилы рвутся по причине того, что их заточка производилась без соблюдения ряда правил, присущих этому процессу. Чтобы определить, нуждается ли инструмент в заточке, необходимо осмотреть его стенки пропила и зубья. Как правило, зубья становятся тупее, а покрытие стенок пропила попросту грубеет. Это свидетельствует о том, что заточка ленточных пил должна быть произведена в ближайшее время. Схема ленточной пилы. Подготовка к заточке ленточных пилПодбор необходимых дисков, для того чтобы наточить ленточную пилу правильно, осуществляется, исходя из разновидности металла, из которого изготовлен зуб инструмента. Так, заточка пилы, изготовленной на основе стали, производится при помощи корундовых дисков. Инструменты из биметалла затачиваются эльборовыми или алмазными дисками. Конфигурация дисков подбирается на основе разновидности используемого оборудования. В зависимости от этого они бывают профильными, чашечными, плоскими и тарельчатыми. Прежде чем приступить к работе, необходимо вывернуть ленту наизнанку и подвесить ее на 12 часов. Профиль полотна ленточной пилы. Правила, которые потребуется соблюдать в процессе заточки: По принятым стандартам, пилы должны затачиваться следующим образом: заднее и переднее покрытия или исключительно переднее покрытие. Несмотря на установленные стандарты, опыт профессионалов свидетельствует о том, что заточить ленточную пилу качественно можно и по заднему покрытию, то есть совсем не трогая переднее. Кроме того, этот процесс протекает гораздо проще, он не такой трудоемкий. Может показаться, что простая наточка инструмента требует соблюдения слишком многих правил. Но на самом деле эта процедура выполняется достаточно просто, а правила являются лишь сводом рекомендаций, которые повысят производительность и долговечность используемого инструмента. 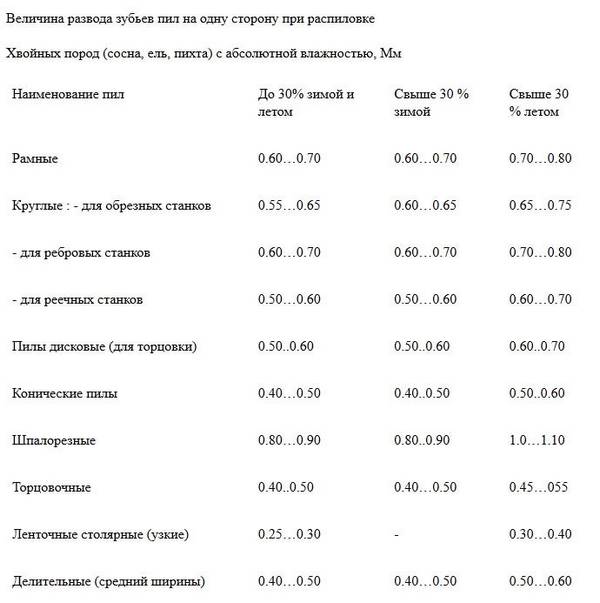 Процесс развода зубьев пилы. Пилы могут затачиваться как ручными приспособлениями, так и особыми устройствами, предназначенными для этого. Прежде чем приступить к процедуре, рекомендуется рассмотреть основные методы обработки инструмента:
Первый метод считается более качественным. Обработка осуществляется на автоматизированном станке. Для этого потребуется подобрать эльборовый диск нужной конфигурации. Он предназначен для полной обработки интервала между зубьями и сопутствующими покрытиями. Применение такого диска исключает возникновение неправильной формы у зубьев. Станок обладает лишь одним минусом: нужно всегда иметь под рукой диски с профилями разного назначения. Второй метод производится как на станке, так и самостоятельно. Обработка выполняется при помощи плоскопрофильных дисков, которые подбираются, исходя из конфигурации пилы. Крайне важно выполнять все работы в специальной маске или защитных очках. Автоматизированные станки и принадлежности для заточки Одновременная обработка концов ленточной пилы. Оборудование для полнопрофильной обработки ленточных пил бывает только автоматизированным. Механизм, удерживающий эльборовый круг, синхронно передвигается вместе с толкателем, который двигает пилу на определенное расстояние после обработки интервала между зубьями. Есть множество различных станков, предназначенных для обработки покрытия ленточных пил спереди или сзади. В качестве точильного оборудования в основном используются диски, изготовленные из высокопрочных твердых структур. Все станки работают по единому принципу, который описывался выше, с оговоркой на некоторые особенности каждой разновидности. Станки с автоматизированным режимом функционирования считаются особым инструментом, который применяется в основном для большого объема работ по заточке. Если вы используете ленточную пилу в бытовых целях, то есть исключительно в определенные моменты, рекомендуется обтачивать зубья самостоятельно при помощи простейшего точильного станка широкого профиля. Для этого подойдет даже обычный гравер. Процесс обработки может осуществляться как по переднему, так и по заднему покрытию. При обработке инструмента важно уделять внимание и самому станку, в особенности его диску. Следите за его равномерным расположением. Перед началом работ необходимо убедиться, что он надежно затянут и установлен. Затачивание ленточной пилы при помощи гравераДанная разновидность инструмента имеет внушительную быстроту вращения, что идеально подходит для заточки ленточных пил. Минимальная скорость вращения гравера составляет 10 тыс. об/мин. Если воспользоваться диском, диаметр которого составляет 2-3 см, можно обеспечить инструменту нормированную быстроту вращения (11-16 м/с). В процессе обработки необходимого материала нужно соблюдать правила техники безопасности и надевать очки для защиты. По причине утончения диск может повредиться. А человек всегда находится в зоне поражения мельчайших частиц, откалывающихся от диска в процессе обработки.
Если у вас дома нет точильного станка или гравера, вы можете постараться заточить ленточную пилу простым и проверенным способом, орудуя надфилем. Обработка ленты производится при помощи 3-4 движений по задней и передней либо только по передней грани зубьев. Несмотря на простоту процесса заточки, это может занять у вас немалое количество времени. Но если у вас есть необходимый опыт и навыки, вы сможете справиться с заточкой в кратчайшие сроки. Рекомендации экспертов по правильной заточке Принцип работы ленточной пилорамы. Квалифицированные специалисты рекомендуют следить за состоянием станка и его дисков постоянно. Перед началом работ необходимо обязательно убедиться в равномерном положении точильного диска. Важным моментом является устранение определенного количества металла из пазух, чтобы исключить возникновение незначительных трещин. В случае использования ленточной пилы выше срока эксплуатации, установленного изготовителем, съем металла с зубьев нужно немного увеличить. Чтобы сверять правильность обработки зубьев, необходимо иметь под рукой новую ленточную пилу для сравнения. Это поможет вам достигнуть наиболее качественного результата при обработке инструмента. Конфигурация зубьев является принятым стандартом, который разрабатывался на протяжении многих лет. Поэтому не старайтесь менять их форму, в противном случае инструмент не сможет распиливать требуемую поверхность быстро и качественно. Следуя рекомендациям, вы сможете увеличить долговечность пилы настолько, насколько это возможно. Как только величина зубьев потеряет 35% размера от своего первоначального состояния (после определенного количества циклов заточки), ленточную пилу можно признать непригодной к работе.  Узел натяжения ленточного полотна. Есть распространенное мнение, что устранение заусенцев после заточки совсем необязательный процесс, который не повлияет на качество пилы. Это одно из самых больших заблуждений. Наличие заусенцев обязательно приведет к появлению мелких трещин, которые станут причиной быстрого износа инструмента. Стоит помнить, что по завершении обработки с инструмента необходимо счищать металлические опилки и смолу, иначе вероятность загрязнения и дальнейшего засорения точильных дисков увеличивается в несколько раз. Несоблюдение этого пункта не позволит вам качественно заточить инструмент. Основные ошибки, допускающиеся при заточке ленточных пилСамой распространенной ошибкой является чрезмерное давление на точильный диск в процессе обработки пилы, в результате чего выемки зубьев подгорают. Данная ошибка повлечет за собой скорейшее притупление инструмента. Следующей ошибкой считается неравномерный уклон в процессе обточки, что влечет за собой неправильную конфигурацию зубьев. Такое может возникнуть из-за нескольких причин. Прежде всего, стоит обращать внимание на оборудование в процессе работ, поскольку эксцентрик может сместиться. Также стоит присматриваться к углу наклона станочной головки, в ней не должно быть никаких отклонений. Кроме того, обязательно следует подбирать правильный размер точильного диска.
Соблюдая ряд правил из данного руководства, вы сможете более углубленно разобраться в процедуре заточки ленточных пил. Это поможет вам увеличить качество и долговечность инструмента.
|
Загрузка. Пожалуйста, подождите...








