
Как правильно сварить чугун?
Оглавление:
Рано или поздно каждый сварщик сталкивается с различными чугунными изделиями. Данный материал представляет собой достаточно хрупкий сплав, имеющий высокую теплопроводность. Как и сталь, чугун является сплавом углерода с железом. Различие между ними заключается в количестве первого. Если в стали содержится около 2,14% углерода, то в чугуне его содержание может достигать 6,65%. Именно этим обуславливается низкая пластичность, плохая ковкость и трудносвариваемость данного материала. Далее будет рассмотрено, как варить чугун. Схема горячей сварки. Особенности сварки чугунаЧугун является широко распространенным конструкционным материалом, который имеет сравнительно небольшую стоимость, хорошую обрабатываемость и отличные литейные свойства. Но некоторые его особенности сильно затрудняют сварку, а именно: Вышеперечисленные особенности данного материала делают его сваривание не только трудным, но и не всегда предсказуемым в отношении конечного результата. Особенно это заметно в домашних условиях, когда сваривается чугун неизвестной марки с несоблюдением технологического процесса. Никто не застрахован от того, что после образования шва по нему пойдут трещины. Подготовка к работеЧтобы осуществить сварку чугуна своими руками, необходимо приготовить такие инструменты и материалы: Классификация способов сварки.
Перед тем как сваривать чугун, нужно провести правильную подготовку мест соединения отдельных деталей. Кромки скашивают с помощью переносного наждачного круга с гибким валом или слесарного зубила. Чтобы избежать отколов материала, необходимо производить его срубку тонкими слоями (толщина стружки должна быть не более 1,0 мм). Дефектные участки обрабатывают до незапятнанного металла с помощью сверл, зубил, шарошек, шаберов, размеры которых зависят от размеров дефекта. При подготовке и разделке дефектного места необходимо соблюдать некоторые условия: 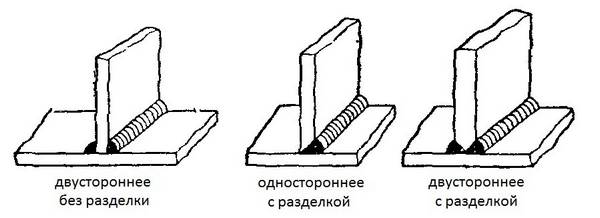 Варианты сварных соединений. При заварочном ремонте пробоины ее края выравнивают с помощью зубила. После этого поверхность изделия зачищают наждачным кругом на расстоянии 20-30 мм от края пробоины. Далее вырезают требуемой толщины и формы заплату из низкоуглеродистой стали. Она должна перекрывать пробоину на 16-22 мм со всех сторон. Для снижения напряжения, появляющегося в материале при сварке, края заплаты отгибают на 25-30°. Далее заплату укладывают на поврежденное место и приваривают электродом внахлест. Способы сварки чугуна Электродуговая сварка. Сварку чугуна используют при изготовлении сварно-литых конструкций или при проведении ремонтно-восстановительных работ. В зависимости от условий эксплуатации изделия, к сварным швам предъявляются различные требования: от декоративной заделки небольших наружных дефектов до получения высококачественных швов, прочность которых должна быть не хуже основного металла. Чугун можно сваривать дуговой сваркой угольным или металлическим электродом, газовым аппаратом или другим способом. В большинстве случаев выбор того или иного способа обусловлен состоянием свариваемого элемента. В зависимости от температуры предварительного подогрева сварка чугуна делится на:
Первый вид используется при устранении небольших или средних дефектов, когда трещины имеют небольшие размеры, а также в том случае, если наплавляемый материал по разным причинам не может быть чугуном. Осуществляя холодную сварку, не нужно предварительно нагревать деталь. Горячая сварка используется тогда, когда наплавляемым металлом является чугун, который по своим эксплуатационным характеристикам похож на основной материал детали. Горячая сварка чугунаТехнология такой сварки намного сложнее холодного способа, однако с ее помощью можно свести риск образования трещин на шве практически к нулю. Перед сваркой необходимо равномерно прогреть поверхность детали, так как основной причиной возникновения трещин является большой перепад температур шва и основы.
Перед термической обработкой изделия его нужно хорошо закрепить в жестком каркасе, чтобы снизить напряжение, которое может привести к появлению трещин. Если нагрев носит местный характер, то жесткий каркас можно не применять. Чугунное изделие принято нагревать с помощью аппаратов индукционного нагрева с применением токов частотой 50 Гц. Если такого устройства в наличии нет, можно использовать горн, паяльную лампу или пламенную горелку. Схема горячей сварки. При заделке дефектов, находящихся на краях изделия, или сварке сквозных трещин лучше применять графитовые формы, которые предотвращают вытекание из сварочной ванны жидкого материала. Перед сварочными работами необходимо качественно подготовить дефектное место, то есть очистить его от пыли, грязи и разделить деталь для образования полостей, что позволяет обеспечить лучший доступ к сварочному месту. В процессе проведения работ необходимо строго следовать технологическому процессу: соблюдайте объем расплавленного чугуна и размешивайте его концом присадочного стержня или электродом. Охлаждать изделие следует постепенно, не допуская быстрого остывания. Мелкие изделия могут остывать от 4 ч. до 2-х дней, а крупные – до 5-6 суток.
Холодная сварка электродамиДля осуществления качественной холодной сварки нужно применять специальные электроды на основе меди или никеля. Медь не вступает в реакцию с углеродом и не растворяется в железе, поэтому наплавленный шов получается неоднородным, с наличием высокоуглеродистого железа высокой прочности. Никель же растворяется в железе, не образует соединений с углеродом, в связи с чем практически отсутствует участок отбеленного чугуна, а наплавленный материал имеет небольшую прочность и легко поддается обработке. На сегодняшний день существует большое количество различных типов электродов для чугуна: медно-железные, железно-никелевые, железно-медно-никелевые. Наиболее распространенные марки электродов представлены в таблице. Марка Диаметр, мм Тип наплавляемого металла Назначение ОЗЧ-2 3; 4; 5 Сплав на медной основе Устранение дефектов в элементах из ковкого и серого чугуна ОЗЧ-6 2; 2,5; 3; 4; 5 Сплав на медной основе Сварка тонкостенных деталей из ковкого и серого чугуна МНЧ-2 3; 4; 5; 6 Медно-никелевый Сварка деталей из ковкого, высокопрочного и серого чугуна ОЗЖН-1 2,5; 3; 4; 5 Железно-никелевый Сварка высокопрочного и серого материала ОЗЖН-2 3 Железно-никелевый Сварка высокопрочного и серого материала ОЗЧ-3 2,5; 3; 4; 5 Сплав на никелевой основе Сварка деталей из серого и высокопрочного чугуна ОЗЧ-4 2,5; 3; 4; 5 Сплав на никелевой основе Сварка деталей из серого и высокопрочного чугунаДанные электроды позволяют выполнять сварочные работы не только нижних поверхностей, но и вертикальных. Способ сварки специальными электродами указывается в инструкции к ним. В основном они используются при работе с постоянным током обратной полярности. Главное правило сварки чугуна гласит, что при выполнении работ необходимо как можно меньше проплавлять металл. Для этих целей рекомендуется пользоваться небольшим током и электродами небольшого диаметра. После наложения каждого шва следует сделать перерыв для снижения температуры изделия до 45-65°С.
Сварка чугуна стальными электродамиДанный способ сварки является наиболее доступным, однако во многих случаях он дает плохое качество сварного шва. Это связано с тем, что наплавленная сталь имеет непрочное сцепление с чугуном из-за разной усадки. При сварке стальными электродами из-за проплавления чугуна содержание углерода в металле шва очень велико (1,1-1,8%). Материал валика, направленного на чугун, представляет собой закаленную высокоуглеродистую сталь с большим содержанием марганца, кремня, а иногда и серы, фосфора и других веществ, перешедших из чугуна. Быстрое охлаждение приводит к увеличению прочности наплавленного материала и металла в околосварочной зоне. Между наплавленным металлом и основой образуется слой отбеленного чугуна шириной около 1 мм, а затем более широкий слой закаленного чугуна. Сварочный шов, выполненный стальным электродом, не поддается дальнейшей обработке режущим инструментом. Третий слой представляет собой материал электрода.
Некоторые сварщики используют другие приемы, чтобы сварить чугунные изделия, однако вышеперечисленные способы являются наиболее эффективными. Зная все технологические нюансы проведения сварочных работ, вы можете создать надежный шов, который позволит пользоваться изделием длительное время.
|
Загрузка. Пожалуйста, подождите...








