
Как происходит сварка полуавтоматом в аргоне
Оглавление:
Сварка известна уже давно. Она нашла применение в различных отраслях промышленности, а также в строительном деле. С помощью сварки можно соединять детали из различного металла. Это может быть чугун, сталь, железо, алюминий. Сварка подразделяется на несколько разновидностей. Сюда входит ручная дуговая, автоматическая и полуавтоматическая. Нередко используется сварка полуавтоматом в аргоне. Последний представляет собой инертный газ, который защищает сварной шов и повышает качество соединения. Схема аргонной сварки. Полуавтомат позволяет оптимизировать технологический процесс, так как подачу сварочной проволоки осуществляет непосредственно сам аппарат, тогда как при ручном процессе всю работы организует сварщик. Полуавтоматическая сварка имеет свои положительные и отрицательные стороны, которые необходимо знать при организации работы. Рассмотрим более подробно особенности соединения металлических изделий при наличии защитного газа аргона. Что представляет собой полуавтоматическая сваркаНемногие знают, что такое полуавтомат. Он представляет собой агрегат, включающий в себя несколько составных элементов: механизм для продвижения и подачи проволоки, горелку, пусковое устройство и источник питания. Еще до недавнего времени были широко распространены такие аппараты, как трансформаторы. Они позволяли перевести ток в сети в переменный или постоянный в зависимости от вида агрегата. В настоящее время существуют новые аппараты. Полуавтомат для сварки аргоном может быть различным по исполнению. В зависимости от его размеров и возможности перемещения выделяют стационарные, переносные и передвижные агрегаты. Большое значение имеет и способ защиты сварного соединения. Схема процесса сварки алюминия полуавтоматом. По этому признаку полуавтомат может работать с участием защитного газа или специальной порошковой проволоки. В первом случае газ бывает представлен углекислотой, аргоном, гелием. Аргон нашел широкое применение для сваривания алюминиевых изделий. Важно, что оборудование подразделяется и по виду подаваемой проволоки. Последняя бывает сплошной стальной, алюминиевой или универсальной. Если при ручной сварке сварщик подбирает электроды, то в данной ситуации они не потребуются. Сварка проводится проволокой, диаметр которой зависит от вида и толщины металла. Преимущества и недостаткиПочему же многие сварщики предпочитают именно полуавтоматический процесс с применением аргона? Положительные стороны включают в себя:
Схема устройства сварочного полуавтомата. Инертный газ аргон требуется для того, чтобы защитить сварной шов от окисления. Если при ручном процессе находящийся вокруг воздух может окислять металл, то при аргоновой сварке риск значительно снижается, а соединение получается более прочным, без трещин и других дефектов. Что же касается отрицательных сторон аргоновой сварки, то их совсем немного. К недостаткам можно отнести более интенсивное разбрызгивание расплавленного металла, невысокую производительность и более мощное излучение. В последнем случае речь идет о негативном воздействии на органы зрения работающего. При соблюдении мер безопасности это воздействие можно уменьшить. Особенности сварки в среде аргонаАргон в процессе сварочных работ может применяться как в чистом виде, так и в комплексе с другими защитными газами. Особенность аргона в том, что он является инертным газом, то есть он не вступает в химическое взаимодействие с металлическим изделием. Кроме того, он защищает сварной шов от окисления. Особенно большое значение это имеет при сварке цветных металлов. Последние без особого труда окисляются при взаимодействии с воздухом. Основными окислителями в воздухе являются азот и кислород. Аргон, в свою очередь, вытесняет эти газы из сварочной зоны, в результате чего снижается пористость свариваемого металла и получается более прочный сварной шов. Схема струйной защиты при аргонодуговой сварке. Сварка аргоном имеет свои характерные особенности. Во-первых, аргон используется как с плавящимися электродами (проволокой), так и с неплавящимися. Во-вторых, сварщик может не очищать поверхность свариваемого изделия от окислов. В особенности это касается алюминия. В-третьих, для сваривания алюминия подходит алюминиевая проволока. Ее диаметр составляет 1-2 мм. Что же касается режима работы, то скорость подачи проволоки должна быть равной от 150 до 650 м/ч. Сила сварочного тока составляет не более 300 А. В-четвертых, для проведения сварки необходимо запастись достаточным количеством газа (аргона). Заполненный баллон вмещает около 6000 л аргона. Важно, что при таком режиме работы расход газа будет равен не менее 300 л/ч. Подобрать оптимальный режим оборудования можно, опираясь на инструкцию к полуавтомату. Сила тока и скорость движения проволоки при этом будут зависеть от толщины металла. Технология сварки в среде аргонаПроцесс соединения деталей в среде аргона начинается с проверки готовности оборудования. Для этого необходимо настроить режим работы полуавтомата, отрегулировать силу тока, напряжение и скорость движения проволоки. Для алюминиевой проволоки предпочтительнее использовать подающий механизм тянущего типа. Толкающий же чаще используется для стальной проволоки. Если толщина металла составляет менее 3 мм, то оптимальная сила тока 120-145 А. Скорость движения проволоки будет равной 900 м/ч. Не нужно забывать про полярность. В большинстве случаев подается постоянный ток, имеющий обратную полярность. 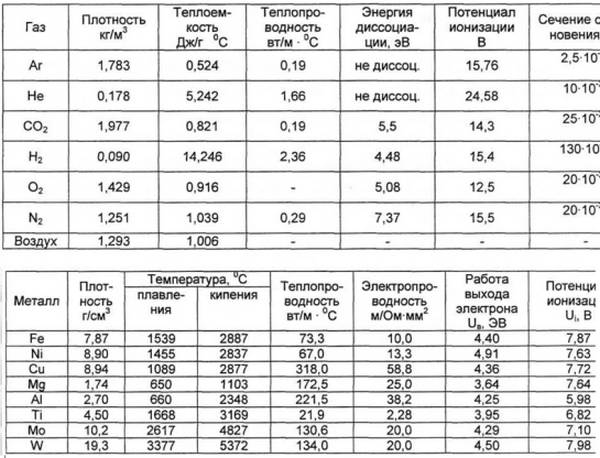 Таблица физических свойств газов для сварки. Это означает, что на изделие подается «-», а на горелку с проволокой – «+». Подготовительный этап предполагает очищение поверхности изделий. Если они сделаны из алюминия, то кромки обрабатывают ацетоном, а затем зачищают щеткой из металла. Делается это для удаления поверхностной пленки, которая затрудняет процесс сварки. После того как все подготовлено, включается переключатель, подающий проволоку, в рабочее положение. Далее зажигается электрическая дуга. При наличии плавящейся проволоки достаточно прикоснуться к металлу. Когда дуга зажжена, рекомендуется проверить выбранный режим сварки на каком-либо ненужном изделии. Если все в норме, то сварку продолжают. Движения сопла горелки не должны быть поперечными, двигать ее нужно только в одном направлении. Оптимальный вариант – сваривание деталей на высокой скорости с однослойным швом. При большой толщине металла его требуется подогреть. Температура должна достигать 150-300°. Если требуется сваривать вертикальные изделия, то сопло нужно двигать сверху вниз. Сварка чугунных изделийАргон применяется не только при работе с цветными металлами. Нередко приходится сваривать чугун или сталь. Чугун – это сплав на основе железа и углерода. Чугун очень сложно сваривать благодаря тому, что получаемые сварочные швы склонны к образованию трещин. Кроме того, могут образовываться поры.
Еще одной его особенностью является способность к быстрому окислению. Для сваривания чугунных изделий лучше всего подходит порошковая проволока. Что же касается аргона, то он обеспечивает формирование сварных швов на изделии без шлака. Интересен тот факт, что соединение металлических изделий из чугуна используется в процессе ремонтных работ автомобилей старого производства. Чугун сваривают проволокой на основе вольфрама. Очень часто используется подогрев металла. Он бывает общим и местным. Холодный способ тоже применяется. Для сварки чугуна подходит как постоянный, так и переменный ток. Сила тока определяется толщиной материала и диаметром проволоки. На 1 мм проволоки приходится от 50 до 90 А тока. Проволока может браться графитная, чугунная, на основе меди и железа, никеля. Список инструментов и материаловДля организации подобной работы понадобится оборудование. Оно включает в себя баллоны с аргоном, полуавтомат, проволоку нужного диаметра. Для подготовки металла понадобится ветошь, щетка, молоток, зубило, раствор ацетона.
Сварщик должен работать в спецодежде. Обязательно нужно использовать средства индивидуальной и коллективной защиты: вентиляцию, систему заземления тока, ограждения, маску или щиток, рукавицы, обувь. Нужно помнить, что нельзя сваривать изделия, на поверхности которых имеются горюче-смазочные вещества. Таким образом, полуавтоматическая сварка в среде аргона позволяет добиться прочного соединения и отличного сварного шва.
|
Загрузка. Пожалуйста, подождите...








