
Как сделать плазменный сварочный аппарат своими руками?
Оглавление:
Современные инверторные сварочные аппараты покрывают большинство потребностей для получения неразъемных соединений металлических заготовок. Но в ряде случаев куда более удобным будет аппарат несколько иного типа, в котором основную роль играет не электрическая дуга, а поток ионизированного газа, то есть плазменный сварочный аппарат. Приобретать его для периодического использования не слишком рентабельно. Можно сделать такой сварочный аппарат своими руками. Элементы для изготовления плазменного сварочного аппарата. Оборудование и компонентыИзготовить микроплазменный сварочный аппарат проще всего на основе уже имеющегося инверторного сварочного аппарата. Для выполнения такой модернизации вам понадобятся следующие компоненты:
Устройство плазменного сварочного аппарата. Работы по доводке и изготовлению новых деталей и узлов потребуют использования следующего оборудования:
Теоретические основыСварочный аппарат для плазменной сварки может быть одного из 2-х основных типов: открытого и закрытого. Основная дуга сварочного аппарата открытого типа горит между центральным катодом горелки и изделием. Между соплом, которое служит анодом, и центральным катодом горит только дежурная дуга для возбуждения основной в любой момент времени. Сварочный аппарат закрытого типа имеет только дугу между центральным электродом и соплом. Сделать долговечный сварочный аппарат своими руками по 2-му принципу довольно трудно. При прохождении основного сварочного тока через сопло-анод этот элемент испытывает колоссальные тепловые нагрузки и требует очень качественного охлаждения и использования соответствующих материалов. Обеспечить термостойкость конструкции, когда делается такой аппарат своими руками, очень трудно. Когда делается плазменный аппарат своими руками, для долговечности лучше выбирать открытую схему. Практическая реализация Принципиальная схема плазменного сварочного аппарата. Часто при кустарном изготовлении плазменного сварочного аппарата сопло вытачивают из меди. При отсутствии альтернативы такой вариант возможен, но сопло становится расходным материалом даже при прохождении через него только дежурного тока. Его придется часто менять. Если удастся достать небольшой кусочек кругляка из молибдена или тантала, лучше сопло изготовить из них. Тогда можно будет ограничиваться периодической чисткой. Размер центрального отверстия в сопле подбирают опытным путем. Начинать нужно с диаметра 0,5 мм и постепенно растачивать его до 2 мм, пока поток плазмы не станет удовлетворительным. Конусный зазор между центральным вольфрамовым катодом и соплом-анодом должен составлять 2,5-3 мм. Сопло вкручивается в полую рубашку охлаждения, которая через фторопластовый изолятор соединяется с держателем центрального электрода. В рубашке охлаждения циркулирует охлаждающая жидкость. В качестве таковой в теплое время года можно использовать дистиллированную воду, зимой лучше антифриз. 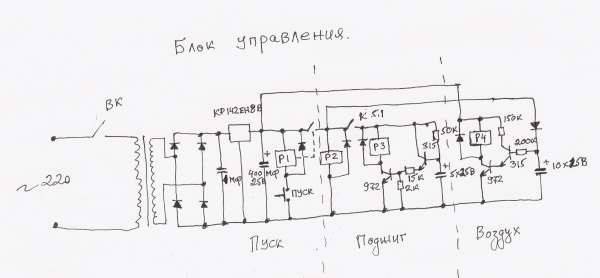 Схема блока управления плазменного сварочного аппарата. Рубашка охлаждения представляет собой 2 полые медные трубки. Внутренняя диаметром и длиной около 20 мм располагается на переднем конце внешней трубки с диаметром около 50 мм и длиной порядка 80 мм. Пространство между торцами внутренней трубки и стенками наружной запаивают тонкой листовой медью. В рубашку с помощью газовой горелки впаивают медные трубки диаметром 8 мм. По ним поступает и отводится охлаждающая жидкость. Кроме того, к рубашке охлаждения нужно припаять клемму для подачи положительного заряда. Во внутренней трубке делают резьбу, в которую вкручивают съемное сопло из термостойких материалов. На выдвинутом конце наружной трубки также нарезают внутреннюю резьбу. В нее вкручивается изолирующее кольцо из фторопласта. В кольцо вкручивается держатель центрального электрода. Через стенку наружной трубки в пространство между рубашкой охлаждения и фторопластовым изолятором впаивается трубка подачи аргона такого же диаметра, как для охлаждения. По рубашке охлаждения циркулирует жидкость из бачка стеклоочистителя. Питание на насос его электродвигателя подается через отдельный выпрямитель на 12 В. Выход для подачи на бачке уже есть, возврат жидкости можно врезать через стенку или крышку бачка. Для этого в крышке сверлится отверстие и вставляется отрезок трубки через гермоввод. Резиновые шланги циркуляции жидкости и подачи аргона соединяются со своими трубками хомутами. 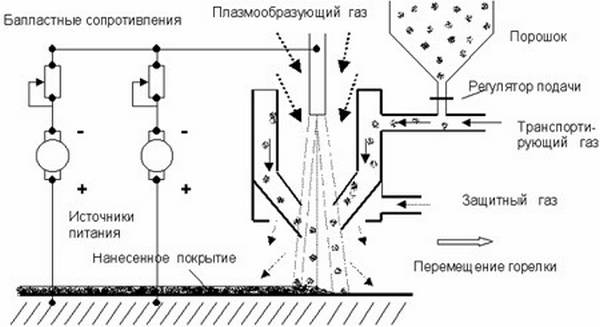 Схема плазменного наплавления порошка. Положительный заряд берется от основного источника питания. Для ограничения тока через поверхность сопла подбирается подходящий электронный балласт. Подаваемый электрический ток должен иметь постоянное значение в районе 5-7 А. Оптимальная величина тока подбирается экспериментально. Это должен быть минимальный ток, который обеспечивает устойчивое горение дежурной дуги. Возбуждение дежурной дуги между соплом и вольфрамовым катодом может осуществляться одним из двух способов. Встроенным в сварочный аппарат осциллятором или при его отсутствии контактным способом. Второй вариант требует усложнения конструкции плазменной горелки. Держатель центрального электрода при контактном возбуждении делают подпружиненным относительно сопла. При нажатии на резиновую кнопку штока, соединенного с держателем электрода, острый конец центрального вольфрамового катода контактирует с конусной поверхностью штока. При коротком замыкании в точке контакта резко повышается температура, что позволяет возбудить дугу при отведении пружиной катода от анода. Контакт должен быть очень кратковременным, иначе поверхность сопла пригорит. Возбуждение тока высокочастотным осциллятором предпочтительнее для долговечности конструкции. Но его приобретение или даже изготовление делает самодельный сварочный аппарат для плазменной сварки нерентабельным.
При работе положительный вывод сварочного аппарата соединяется с деталью без балласта. Когда сопло оказывается на расстоянии несколько миллиметров от заготовки, электрический ток переключается с сопла на деталь. Его значение вырастает до выставленного на сварочном аппарате, а образование из аргона плазмы интенсифицируется. Регулируя подачу аргона и сварочный ток, можно добиться необходимой интенсивности течения плазмы из сопла. Дополнительные указания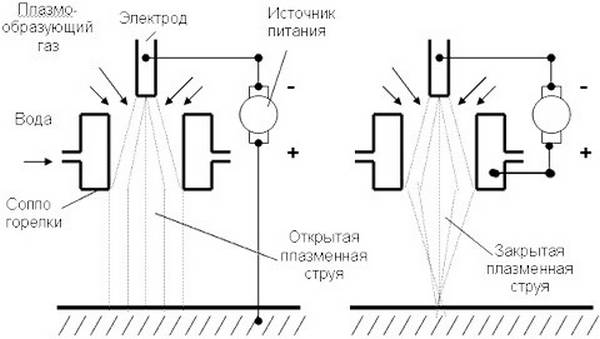 Схема плазменной сварки открытой и закрытой плазменной струей. Недостатком этой конструкции является расход аргона. Баллона хватает на несколько часов непрерывной работы. Вместо аргона можно использовать сжатый воздух или водяной пар. Такие модификации больше подходят для плазменной резки металлов. Так как эти газы не являются нейтральными и окисляют металл. Кроме того, горение дуги в атмосфере этих газов не такое устойчивое, как в аргоне. Работа на воздухе ускоряет износ и засорение сопла. В плазмотронах заводского изготовления воздух проходит предварительное осушение и очистку. В самодельных аппаратах для подачи воздуха используют автомобильные компрессоры на 12 В с производительностью до 50-60 л/мин. Для работы на воде нужен портативный парогенератор. Это может быть металлическая герметичная емкость с установленными внутри нее титановыми электродами. Заполнять ее нужно дистиллированной водой. Подключение электродов выполняется к сети переменного тока на 220 В. Часто для эффективно отсечения кислорода поверх рубашки охлаждения устанавливают еще 1 кожух-сопло. На его вход подают гелий или аргон. Поток из этого сопла струится вокруг потока плазмы.
В качестве источника питания необязательно использовать инвертор или сварочный выпрямитель. Для этого можно применять любой диодный мост, выдерживающий ток от 50 А. Точное значение регулируется дополнительным дросселем.
|
Загрузка. Пожалуйста, подождите...








