
Как правильно настроить сварочный полуавтомат?
Оглавление:
Многие из начинающих мастеров хотят узнать, как настроить сварочный полуавтомат правильно. Для начала нужно понять принцип работы и особенности конструкции оборудования. Дело в том, что сварочный полуавтомат является не только сложным, но и дорогостоящим прибором. СПА представляет собой многофункциональное оборудование. Нормальная работа такого устройства зависит во многом от правильности настройки его перед работой. Аппараты для проведения сварочных работ полуавтоматическим способом являются универсальными и практичными. В настоящий момент они считаются одними из наиболее распространенных в народном хозяйстве. Устройство сварочного полуавтомата. Применение этого оборудования в быту позволяет производить качественные сварные швы. При помощи полуавтомата можно осуществлять сваривание заготовок, сделанных из цветных металлов без использования дополнительных элементов. В процессе проведения сварочных работ в качестве защитной среды применяется углекислый газ или аргон. Требования, предъявляемые к процессу сваркиИспользование мощного сварочного оборудования требует строгого соблюдения правил безопасности, так как сварочные полуавтоматы используют ток высокого напряжения и силы. Такой ток способен нанести вред здоровью человека. При нарушении правил эксплуатации такого оборудования возможно возникновение возгорания. При неправильной настройке полуавтомата может быть спровоцирован выход его или его компонентов из строя. Электросхема сварочного полуавтомата. Прежде чем приступать к проведению работ, следует выполнить соответствующую настройку СПА. Холостая работа полуавтомата не должна быть связана с выдачей рабочего тока к наконечнику рабочего рукава. Перед проведением сварки требуется подключить заземление к специальной клемме на корпусе агрегата. Настраивать устройство следует в соответствии с толщиной свариваемого металла и его видом. Каждый прибор при изготовлении комплектуется инструкцией, в которой имеются разработанные производителем таблицы настройки. Они содержат значения рабочих параметров, которые требуется установить при подготовке устройства к сварным операциям. Процесс настройки оборудования связан с осуществлением контроля напряжения и силы тока на сварной проволоке, которая выполняет роль электрода. Технология управления функционированием прибора предполагает выполнение следующего алгоритма действий:
В процессе подготовки обрезают лишнюю проволоку, оставив 3 мм от конца горелки. Настройка полуавтоматической сварки для проведения сварочных работСхема полуавтоматической сварки. Осуществлять настраивание дозировки подачи количества инертного газа из газового баллона можно двумя способами:
Правильно проведенная предварительная настройка полуавтомата позволяет образованной электрической дуге гореть ровно, обеспечивая проведение сварочного процесса без образования брызг. При проведении сварки необходимо следить за тем, чтобы не происходило закипания металла в месте сваривания. Для этого нужно правильно настроить прибор перед использованием. Подачу газа в область проведения сварки можно отрегулировать на слух, так как защитный газ при осуществлении операции сваривания при прохождении через сопло издает негромкий шум. При регулировании подачи газа в зону проведения производственной операции нужно следить за тем, чтобы защитный газ не дул в зону плавления металла, а обдувал ее. В случае появления шипящих звуков и при быстром плавлении проволоки требуется уменьшить поток газа. В процессе работы, если все параметры отрегулированы правильно, образуется устойчивая электродуга, которая горит с характерным потрескиванием. На качество сварного шва огромное влияние оказывает не только скорость подачи защитного газа, но и его тип. Устройства полуавтомата, позволяющие проводить изменения параметров его работыФункциональная схема источника питания сварочного полуавтомата. Работа любого сварочного устройства связана с функционированием в нем сварочного трансформатора. В полуавтоматических устройствах используются механические или бесконтактные способы регулировки параметров рабочего тока. При использовании бесконтактного способа регулирования в конструкции прибора предусмотрена установка коммутационной электронной платы. Этот способ регулировки является более предпочтительным, так как он имеет значительный ресурс в плане переключений. Простейшее устройство, позволяющее проводить настройку агрегата для работы, – это дроссель. Оно имеет несколько ступеней настройки при переключении рычага. Каждая из них соответствует увеличению или уменьшению уровня индуктивности. Еще одним из устройств, используемых в конструкции прибора для проведения настройки, является активный дроссель. При применении в конструкции сварочника этого устройства при настройке не потребуется осуществлять механическое переключение, что обеспечивает наличие плавной настройки агрегата. Использование в устройстве прибора активного дросселя дает возможность осуществлять более точную настройку сварочного аппарата. Величина рабочего тока при использовании полуавтомата должна быть настроена таким образом, чтобы в процессе проведения сварных работ не происходило прожигания металла. Чтобы правильно определить нужные параметры рабочего тока, требуется при проведении ответственных работ выполнить экспериментальную сварку на металлической пластине, изготовленной из того же металла, что и заготовка, которая подвергается свариванию. Изменение показателей сварочного тока происходит за счет применения в конструкции прибора реостата, который является наиболее эффективным устройством, позволяющим изменять параметры тока. Рекомендации при проведении настройки полуавтомата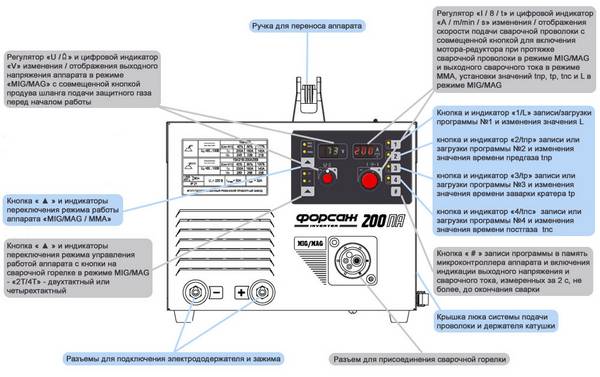 Панель сварочного полуавтомата. Выбор параметров сварочного тока следует осуществлять в зависимости от толщины металла, подвергаемого свариванию, и толщины проволоки, применяемой в процессе работы. Чаще всего при изготовлении прибора к нему крепится специальная пластина с указанием на ней рекомендуемых параметров для работы с различными диаметрами проволоки и толщины металла. При отсутствии такой пластины с рекомендуемыми техническими параметрами сварочного тока нужно придерживаться советов, которые дают специалисты в области эксплуатации полуавтоматических сварочных устройств. Специалисты рекомендуют при использовании в работе металла толщиной 1-1,5 мм настраивать силу рабочего тока в диапазоне от 20 до 50 А и с повышением показателя толщины металла силу тока следует увеличивать. При толщине металла, подвергаемого свариванию в 11-15 мм, сила тока сварки должна варьироваться в диапазоне от 170 до 280 А. На силу рабочего тока большое влияние оказывает толщина проволоки: чем меньше диаметр расходного материала, тем с меньшим током можно работать при проведении сваривания. Регулировка силы тока осуществляется при помощи специального переключателя, который располагается на корпусе устройства. Дополнительно в полуавтомате используется подстроечный реостат.
|
Загрузка. Пожалуйста, подождите...








