
Схема самодельного инверторного сварочного аппарата
Оглавление:
Для сварочных работ используется специальное оборудование, схемы отдельных моделей сильно отличаются друг от друга. Наиболее часто используемым является инвертор. Это оборудование отличается точностью, работать с ним предельно просто. Схема этого устройства не слишком сложна, многие умельцы предпочитают собирать такие аппараты своими руками. Схема устройства сварочного инвертора. Работа эта трудоемкая, требует определенных навыков и внимания. Перед тем как начинать сборку, необходимо составить будущую схему сварочного аппарата, определить, какие именно элементы и узлы необходимы. После сборки обязательно надо проверить работоспособность оборудования, безопасность его использования. При проведении сварочных работ обязательно следует использовать специальные защитные перчатки и маску. Схема сварочного аппаратаРисунок 1. Функциональная схема источника питания инверторного сварочного аппарата. Сварочный инвертор имеет максимальный ток питания в 32 А, 220 В. Для сварки – 250 А. Это обеспечивает работу высокого качества при длине дуги в 1 см. КПД инвертора не ниже, чем у заводских вариантов. Схема блока питания, которая используется для такого сварочного аппарата, включает:
При выполнении обмотки необходимо следить, чтобы провод заполнял все пространство, это даст стабильное напряжение. Пример схемы приведен на рис.1. Общая схема сварочного аппарата включает в себя 2 трансформатора на 41 кГц, но можно применять и на 55 кГц. После этого идет прокладка и дроссель типа L2, специальный токовый трансформатор. Используются дополнительно вентиляторы для охлаждения. Намотка трансформатора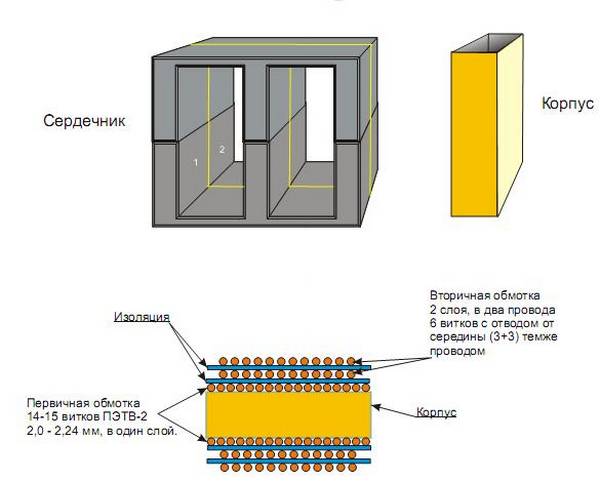 Схема дросселя сварочного инвертора. Схема сборки предусматривает намотку трансформатора, делается это с использованием меди. Ее ширина равна 40 мм, а толщина – 0,3 мм. Понадобится и термобумага для обертки. Подойдет обычная кассовая, ее толщина должна составлять 0,05 мм. Такая бумага обладает необходимым качеством, она прочная, при намотке не рвется. Обычный провод для работы не подходит, так как он перегреется, при этом все токи будут вытесняться на поверхностную часть, нижние слои не будут задействованы. Вторичная обмотка состоит из 3 медных лент, они между собой разделяются специальной фторопластовой пленкой, которая при нагреве темнеет. Не рекомендуется для обмотки использовать обычные провода ПЭВ с сечением 0,5-0,7 мм. Такие провода круглые, во время обмотки они оставляют большое количество воздушных зазоров, т.е. теплообмен замедляется. Схема обязательно предусматривает наличие вентилятора на 0,13 А 220 В, можно использовать и иные значения. Сборка сварочного инвертора Схема подключения инвертора к аккумулятору. Для сборки инверторов рекомендуется примерять вентиляторы и радиаторы, которые есть в компьютерных блоках. Купить их не составит труда, стоимость такого оборудования демократичная. Косой мост будет собираться из 2 радиаторов, при этом надо верхнюю часть моста ставить на одном радиаторе, а нижнюю располагать на другом. Диоды монтируются на радиаторы при помощи специальной прокладки из слюды. Если используется мост IRG4PC50W, то вместо слюды потребуется специальная теплопроводящая паста. Все выводы транзисторов, диодов надо устанавливать таким образом, чтобы они шли навстречу один одному. Между радиаторами ставится плата, она предназначена для соединения всех цепей питания будущего оборудования с отдельными деталями моста. При этом надо помнить, что цепь питания составляет 300 В. Чтобы выбросы трансформатора ушли в цепь, схема предусматривает наличие припоя на плате, конденсаторов на 0,15 мк. Все остальные части соединяются между собой проводниками. Используются снабберы с конденсаторами, они помогают глушить все выбросы трансформатора резонансного типа, уменьшать потери IGBT. Проведение настройки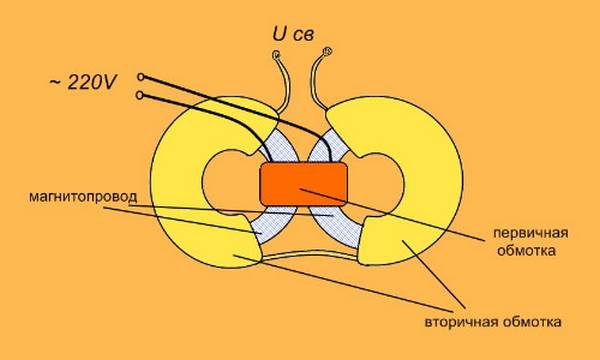 Схема намотки сварочного трансформатора. Настройка инверторного сварочного аппарата проводится после окончания сборки. На ШИМ подается питание в 15 В, также рекомендуется подать питание и на вентилятор. Выполняется подключение реле К1 через резистор R11. Это позволяет исключить сильные всплески во время подачи рабочего напряжения в 220 В. Проверяется четкость срабатывания реле, после чего по истечении 2-10 сек на ШИМ подается рабочее питание. Не должно возникать прямоугольных импульсов, особенно после того, как сработали реле. После этого на мост подается питание, равное 15 В. Это дает возможность убедиться в том, что его схема собрана правильно. На холостом ходу ток потребления будет до 100 мА. Плюс необходимо убедиться, что фазировка обмоток проведена правильно. На ШИМ понижается тактовая частота, пока на нижнем ключе не появится загиб, то есть пока не наступит перенасыщение узла. Полученное значение делится на 2, число прибавляется к значению частоты, что и составляет рабочую частоту для платы ШИМ и самого сварочного трансформатора. Если во время настройки лампочка реле светится при токе в 150 мА, то схема собрана верно. Если же она светится слишком ярко, то сборка проведена неправильно либо наблюдается пробой обмоток. Для снижения уровня помех необходимо все питающие провода скрутить, они должны быть как можно короче.
Проверка агрегата в действииПосле того как инверторный сварочный аппарат полностью готов, необходимо проверить его работоспособность. Для этого оборудование следует включить, постепенно добавлять ток и проверять напряжение осциллографом. Значения напряжения нижнего ключа не должны превышать 500 В, допустимый максимум равен 550 В при условии выброса. Если схема соблюдена правильно, то значение не превышает 350 В. Во время проверки необходимо учесть, что когда шина издает максимальный шум, то подавать ток не следует. Следующим этапом проверки будет непосредственно сварка. Первые 10 сек работы сварочного аппарата ничего делать не надо, затем следует проверить радиаторы. В течение следующих 20 сек надо соблюдать холодный режим, в течение 60 сек – теплый. Затем нужно взять 2 длинных электрода под выбранный тип сварки, полностью израсходовать их. Проверяется состояние трансформатора, он должен быть горячим, но не сильно, так как высокий уровень нагрева свидетельствует о том, что схема сборки была нарушена. Обычно после того, как подряд сгорели 3 электрода, радиаторы нагреваются достаточно сильно. Небольшой кулер охлаждает их до приемлемого состояния уже в течение 2 минут, после чего можно продолжать работу с высоким уровнем качества.
Схема сварочного инвертора трудоемка. Чтобы собрать инвертор, придется иметь некоторый опыт. Предварительно необходимо определить, какие именно материалы и инструменты потребуются для работы, после чего приступать к сборке. После ее окончания оборудование надо проверить, чтобы убедиться в его работоспособности и правильности конструкции.
|
Загрузка. Пожалуйста, подождите...








