
Качественная пайка резцов в домашних условиях
Оглавление:
Каждый, кто занимается токарным делом, встречается с такой проблемой, как пайка резцов в домашних условиях. Это достаточно-таки нужная процедура, которая осуществляет напайку твердосплавных пластин на держатели токарных резцов, помогает закалить инструмент. В этом деле участвует высокочастотный ток или газовая горелка. Но для последней аппаратуры все же необходимо иметь хороший опыт. Элементы токарного резца. Как решить проблему без специализированной техники?Раньше использовался способ нагрева резцов при помощи контактной машины. Его отлично использовали дома. Пайка происходила посредством теплового воздействия электрического тока на проводник. Чтобы контролировать выделяемое тепло, необходимо просто регулировать величину электротока, сопротивление проводника и смотреть по времени, сколько он будет воздействовать на проводник. Ориентируясь на эти три фактора, был разработан агрегат, представляющий собой трансформатор понижающего действия. Он имеет первичную и вторичную обмотки. Первая рассчитывается на 220 В, а вторая – на 2 В. Диаметр поперечного магнитного провода равен 50 кв.см. Сам трансформатор крепится на основание, в то время как на прокладке-изоляторе расположены шины контакта. Конструкция сварочного инвертора. Из листовой стали толщиной в 5 см выполнена основа трансформатора, которая имеет ножки. Также в данной конструкции присутствуют два окна, выполняющие роль вентиляции. Для концов вторичной обмотки есть свои отверстия зажимов. Вся конструкция аппарата защищена специальным кожухом, который при помощи уголков крепится к основанию трансформатора. Одно из таких креплений имеет изоляционную колодку. Различия и особенности видов пайкиРезцы могут соединяться посредством низко- или высокотемпературной пайки. Но если судить объективно, то их физическая природа особых отличий не имеет. Два металла соединяются между собой третьим, который называется припоем. Соединительный металл имеет температуру плавления ниже, нежели соединяемые элементы. Но в зависимости от того какую пайку выбрать, будут зависеть и характеристики полученного изделия. Как понятно из названий, одним из отличий является температура плавления. Но это еще не все. Таблица классов сварки. Если объединить все вышесказанное, то получается, что высокотемпературная пайка обеспечивает прочность и термоустойчивость соединения, но при этом требует более высококвалифицированного оборудования и умения производить достаточно сложную по технологии спайку. В то время как низкотемпературная пайка имеет более упрощенные требования, но и качество получаемых деталей несколько ниже. Пайка твердыми припоямиИспользование твердых припоев занимает промежуточную позицию между низкотемпературной пайкой и уже сваркой. 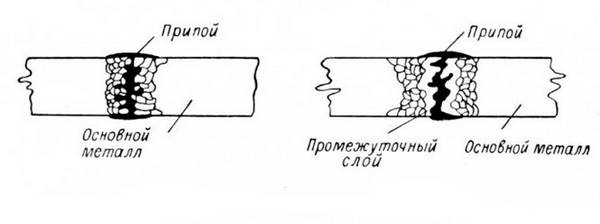 Схема пайки твердым припоем. Они применяются в тех случаях, когда важным становится прочность получаемых соединений и целостность структуры металлов. В таком процессе часто используют твердосплавные пластины, которые при соединении не портят изначальную геометрию конструкции. Такую технологию применяют для ремонта холодильных или теплообменных систем, стальных или медных трубопроводов и т.д. Ее применяют и в автомобильном ремонте для починки радиаторов, двигателя, трансмиссий, кузова и других аналогичных деталей. Если возникает необходимость отремонтировать изделия, которые во время эксплуатации поддаются воздействиям высоких температур (например, самовар на дровах), то высокотемпературная пайка просто необходима. Что касается оборудования, то в этом случае требуется техника, которая способна дать температуру выше необходимой для плавления соединяемых деталей. Средний диапазон может варьироваться от 450 до 1200 градусов, при условии, что вся процедура будет производиться дома. Такие показатели имеют газовые горелки, индукторы и печи. Виды применяемых припоевДля того чтобы спаять резец, можно использовать и медь, хотя как альтернативу можно использовать его и с другими металлами (цинк, серебро, кремний, олово и т.д.). Каждый из таких компонентов снижает температуру плавления. Но следует отметить, что такие припои не рекомендуется использовать, если работа предстоит со сталью или чугуном, так как в этом случае образуются фосфиты, которые влияют на прочность соединения. Такой шов будет очень хрупким, и, при оказании вибрационного или изгибающего давления, соединение может деформироваться или просто лопнуть.
Как спаять резцы самостоятельно?Для того чтоб выполнить пайку, необходимо придерживаться следующих шагов: Само прогревание производят по всей поверхности, плавно двигаясь из стороны в сторону. Припой должен приобрести цвет от темно-вишневого до светло-вишневого, который будет указывать на разогрев до необходимой температуры.
Визуально контролируя весь процесс, необходимо аккуратно наносить весь припой. Следует знать, что державка нагревается со скоростью 80-100 градусов в секунду. Используя данный метод для соединения резцов, можно быть уверенным в получении отличного качества. Если флюс был нанесен в достаточном количестве, то припой легко растечется. После окончания выполнения работ швы зачищаются. Считается, что высокопробное соединение – то, что не превышает 0,1 мм. Как понятно, ничего сложного в домашней пайке нет. Главное, чтоб под рукой имелись все необходимые инструменты и материалы. Но нужно помнить, что во время всего процесса следует соблюдать правила личной безопасности, так как высокие температуры могут навредить паяльщику.
|
Загрузка. Пожалуйста, подождите...








