
Как сделать флюс для пайки своими руками
Оглавление:
Флюс – это легкоплавкий сплав металлов, посредством которого спаивают два материала. Флюс для пайки своими руками можно сделать, если знать особенности соединения разных материалов путем термической обработки. Флюс предназначен для спаивания металлов. С помощью припоев соединяют провода, радиоузлы и мелкие детали. Разновидности флюсаСоединение двух материалов получается, если в зоне шва выдержать определенную температуру. Для разных материалов этот показатель варьируется от 50?С до 500?С и выше. Температура плавки припоя должна быть значительно выше температуры плавления обрабатываемого материала. Флюсы для пайки бывают разных видов, выбор его зависит от вида металла, температуры пайки. Выбор флюса зависит от таких параметров:
Флюсы делятся на две группы: твердые с высоким температурным порогом и мягкие – с низкой температурой плавления. Тугоплавкие припои имеют температуру плавления более 500?С и создают очень прочное соединение. Недостаток этих припоев в том, что их высокая температура плавления иногда приводит к нежелательным последствиям: перегреву основной детали и выведению ее из рабочего состояния. Легкоплавкие припои имеют температуру плавления от 50 ?С до 400 ?С. В их составе преобладают 38% олова, 61% свинца и 1% других примесей. Этот вид флюсов применяют радиотехники для монтажных работ. Есть группа так называемых сверхлегкоплавких припоев. Их применяют для соединения транзисторов. Температура плавки таких флюсов не превышает 150?С. Для пайки тонких поверхностей используют мягкие припои, а для проводов большого диаметра требуются твердые припои с высоким температурным порогом. Флюс должен соответствовать таким характеристикам, как: Характеристики флюсов для пайки.
Припои бывают в виде прутков, лент, катушек с проволокой, трубочек, наполненных канифолью или другим флюсом. Самая распространенная форма припоя – оловянный прут с диаметром сечения от 1 до 5 м. Также существуют многоканальные флюсы, имеющие несколько источников поступления припоя для прочного соединения. Такие припои продаются в мотках, в колбах, свернутые в спираль, в бобинах. Для одноразового использования рекомендуется приобретать небольшой кучек проволоки, размером со спичку. Для пайки электрических схем используют флюсы в виде трубочек, заполненных колофонием. Эта смола выступает в роли припоя. С помощью данного присадочного материала выполняется соединение меди, латуни, серебра. Легкоплавкий флюс для пайкиМягкие флюсы плавятся при температуре не более 400?С. Они создают мягкий, эластичный и достаточно прочный шов. Легкоплавкие флюсы делятся на такие категории: Флюс для пайки и легкоплавким припоем. Лучшим припоем считается олово, однако его крайне редко используют в чистом виде. Данный материал дорогой, поэтому чаще всего применяют оловянно-свинцовые припои. Соединения получаются прочными и плавятся при температуре 180-200?С. Оловянно-свинцовый припой обозначают так: ПОС-40, ПОС-60. Буквы являются аббревиатурой названия флюса, а цифры указывают процентное содержание олова. Данные припои содержат в себе небольшое количество сурьмы: 3-5%. Эти флюсы применяют для неответственных соединений, которые не подвержены вибрациям и нагрузкам. Бессвинцовый флюс с малым содержанием олова применяют при пайке контактов малых электрических схем. Процесс должен происходить при температуре не более 300 ?С. Сверхлегкоплавкие флюсы переходят в жидкое состояние при температуре от 60 до 145?С. Их используют для ручной пайки очень деликатных деталей. Данные соединения не обладают высокой прочностью, так как их применяют чаще всего для повторного процесса. Специальные припои готовят в частных случаях, когда необходимо получить совместимость свойств с основным материалом. В качестве таких материалов выступают составы, не поддающиеся пайке: никель, алюминий, низкоуглеродистая сталь, чугун. Например, для пайки алюминия готовят припой, который на 99% состоит из олова. Для хорошей диффузии в смесь добавляют небольшие примеси буры, цинка и кадмия. Тугоплавкий флюс для плавки Твердый припой применяют для соединения швов, подверженных ударам и нагрузкам. Этот вид припоев применяют для соединения ответственных швов, которые подвержены ударам, вибрации и перепаду температур. Флюсы данной группы переходят в жидкое состояние при температуре свыше 400?С. Твердые припои делятся на такие категории:
Смеси меди и цинка марок М21, М11 не очень широко применяются. Это связано с недостаточной прочностью шва и высокой стоимостью сплава. Данный припой успешно заменяют на латунь или сплав бронзы с цинком. Медно-фосфорный тип применяют при соединении медных, бронзовых и латунных деталей, которые не подвергаются силовым нагрузкам. Данный сплав успешно заменяет дорогой серебряный припой. Его еще называют припоем для бесфлюсовой пайки. Твердые припои не применяют для спаивания низкоуглеродистой стали и чугунов. Это связано с тем, что при нагревании железа с медью и фосфором, образуются хрупкие элементы – фосфиды железа, которые разрушают целостность шва. Для железа лучшим припоем является серебро. Данный припой дорогой, зато обеспечит прочное соединение материалов. Посредством серебряного припоя соединяют провода и сложные платы, состоящие из серебряных компонентов. Другие виды припояСуществуют альтернативные виды припоев: 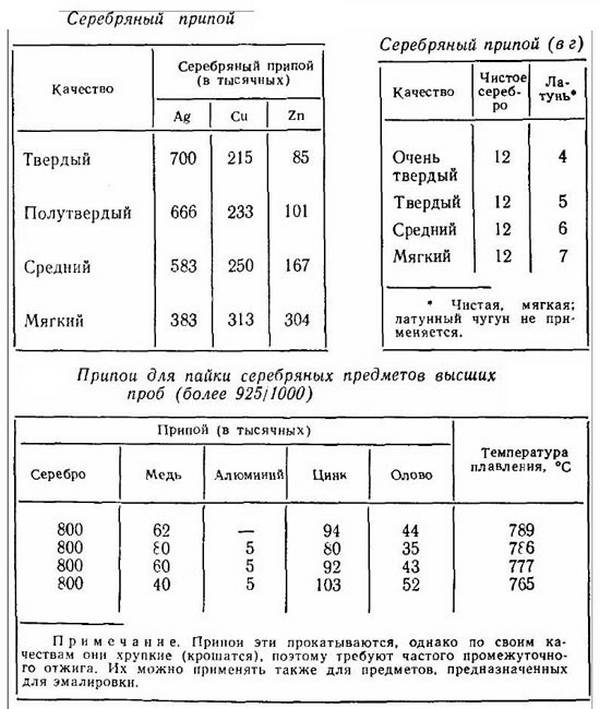 Характеристики серебряных припоев.  Типы бессвинцовых припоев. Остатки флюса – это не только неэстетично, но и вредно. В электросхемах с малыми промежутками между проводами возможны замыкания, вызванные гальваническими процессами на неочищенной поверхности. Для осуществления пайки с помощью трубочек, наполненных колофонием, необходимо: Данный метод не подходит для больших поверхностей с хорошей теплопроводностью, так как мощности паяльника может не хватить для достаточного нагрева металла. Как сделать флюс для пайки самостоятельноДля пайки радиотехнических проводов можно использовать припои в виде тонких прутков, диаметром 2 мм. Их можно изготовить самостоятельно. Для этого необходимо взять сосуд и на дне проделать отверстие. Затем взять расплавленный оловянно-свинцовый припой и вылить в данное отверстие. При этом сосуд должен находиться над металлической плитой или листом жести. Когда полученные прутки застынут, их следует разрезать на куски нужной длины. Данную смесь можно также разлить в специальные формы: желоба из жести, дюралюминия, гипса. Технология приготовления такая:  Самостоятельно сделать флюс можно, залив в банку с отверстием расплавленный металл. Готовую пайку, независимо от вида флюса, необходимо протирать тряпочкой, смоченной в ацетоне или спирте-ректификате. Шов можно очистить жесткой щеточкой, смоченной в растворителе. Сейчас выпускаются так называемые безотмывочные флюсы в виде жидкости или геля. Их преимущества:
Жидкий флюс этой категории необходимо наносить кисточкой или ватной палочкой. А можно сделать самостоятельно приспособление для нанесения данной жидкости.
Для этого потребуется: одноразовый медицинский шприц, кусок силиконового шланга диаметром 5-6 мм. Шприц разрезают на две части и вставляют по обе стороны резинового патрубка. Иголку следует немного укоротить и слегка изогнуть. Теперь следует наполнить шланг присаживаемой жидкостью. Слегка нажимая на конструкцию, выдавливаем капельки флюса на соединяемые детали. Если процесс будет повторяться, то такую конструкцию можно сохранить. Чтобы полость иголки не засохла, в нее вставляют тонкую проволоку. Данной конструкцией можно пользоваться, если в качестве флюса используется гель или паста. Преимущества соединения металлов путем пайки такие:
В процессе пайки выделяются вредные газы, которые доставляют ущерб организму, поэтому в работе нужно использовать защитные перчатки, очки и фартук из плотной ткани. Применение профессиональных смесей известных марок значительно уменьшит риск отравления вредными парами.
|
Загрузка. Пожалуйста, подождите...








