
Как грамотно варить алюминий инвертором на дому?
Оглавление:
Сварка используется уже не одно десятилетие. Возведение практически любого здания или сооружения требует соединения металлических конструкций. Это могут быть металлические балки, проволока. Сварка нашла широкое применение в промышленности. Если еще несколько лет назад пользовались крупногабаритным оборудованием (трансформаторами), то сегодня все чаще используются инверторы. Большой интересен представляет сварка алюминиевых деталей. Не многие знают, как варить алюминий инвертором. Здесь есть свои особенности, связанные со свойствами данного металла. Схема сварки алюминия полуавтоматом. Известно несколько разновидностей сварки: ручная дуговая, газовая, а также с применением полуавтомата или автомата. Для алюминия подходит как ручная сварка, так и полуавтоматическая. В последнем случае специальное устройство продвигает сварочную проволоку в рабочую зону, а сварщик выполняет всю остальную работу. Все это в значительной степени улучшает качество сварного соединения и повышает прочность конструкции. Нужно более подробно рассмотреть основные этапы работы по свариванию алюминиевых изделий. Что представляет собой инвертор?Схема устройства инвертора для сварки. Чтобы инвертором варить правильно, требуется знать его особенности. Инвертор – это устройство, используемое для перевода постоянного электрического тока в переменный. При этом изменяется частота или напряжение. Инверторы могут использоваться в комплексе с другими аппаратами или же отдельно. Инверторы бывают разными, но все они очень компактные. Сегодня практически все инверторы выпускаются в виде переносного оборудования. Это очень удобно при организации сварочных работ. Важно то, что варить алюминий инвертором целесообразно только с применением защитного газа. В качестве последнего используется аргон. В силу всего этого рекомендуется приобретать инверторы специально для аргоно-дуговой сварки. Это оборудование имеет следующие преимущества:
Химические свойства алюминия. Чтобы сварить алюминий, необходимо правильно выбрать оборудование (инвертор). На сегодня в магазинах имеется огромный ассортимент этого товара. Практически все агрегаты работают от напряжения 220 В. К основным техническим характеристикам относится предел регулирования силы электрического тока, наличие или отсутствие возможного прилипания к металлу, габариты, наличие быстрого зажигания дуги. Стоимость агрегата зависит от его характеристик. Наиболее простой инвертор можно приобрести за 6000-7000 руб. В том случае, если сваривать алюминий приходится нечасто, то лучше всего позаимствовать данный аппарат. Покупая оборудование, нужно обращать внимание на срок гарантии, присутствие технического паспорта и его внешний вид. Особенности сварки алюминиевых изделийСхема процесса сварки алюминия полуавтоматом. Пользуясь инвертором, варить нужно очень осторожно. Опытные сварщики знают, что сваривать железо, чугун и сталь намного проще, нежели алюминий. Чем вызваны такие трудности? Все дело в том, что алюминий относится к цветным металлам и имеет особенности. Во-первых, любое алюминиевое изделие имеет на своей поверхности тонкую пленку. Она формируется в естественных условиях под воздействием воздуха. При окислении металла эту тугоплавкую пленку очень трудно убрать, что очень усложняет процесс сварки. В силу всего вышесказанного непосредственно перед зажиганием электрической дуги нужно подготовить поверхность алюминия. Для этого потребуется металлическая щетка или раствор химических веществ. С помощью механического или химического воздействия удается снять пленку. Немаловажно то, что для этого можно использовать специальную порошковую проволоку (флюс). Последняя растворяет и испаряет пленку.  Характеристика алюминия. Во-вторых, сложность сваривания алюминия заключается в его физико-химических свойствах. Это очень мягкий и податливый металл, который при воздействии высоких температур теряет свою прочность. Алюминий обладает высокой текучестью, поэтому, чтобы избежать протекания расплавленного металла, целесообразно осуществлять сварку в один слой. При этом нередко используются металлические подкладки. В-третьих, изделия из алюминия при остывании могут легко деформироваться, при этом формируются трещины. Чтобы этого избежать, не нужно располагать сварочные швы близко друг к другу, а также вносить в сварные швы специальные добавки, называемые модификаторами. В-четвертых, еще одной отличительной чертой этого металла является то, что во время работы даже при температуре дуги в несколько тысяч градусов он не изменяет свой цвет. Это затрудняет процесс контроля за формированием сварочной ванны. Подготовительный этап работы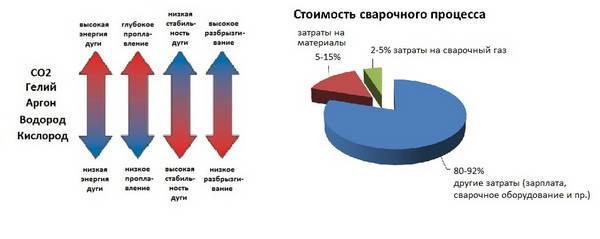 Влияние компонентов газа на характеристики сварочного процесса. Чтобы сваривать алюминий, необходимо подготовить оборудование, инструменты и материалы. Нужно помнить, что соединение алюминиевых изделий осуществляется с использованием защитного аргона. Кроме того, понадобится специальная приставка. Она подключается к инвертору. Что же касается электродов, то предпочтительнее использовать электроды с вольфрамовым покрытием. Они должны быть неплавящимися. Особенность таких электродов в том, что они содержат в своем составе соли щелочных металлов, способствующие лучшему горению сварочной дуги. Соли защищают алюминий от окисления. При выборе диаметра электродов учитывается толщина металла. Помимо аппарата и электродов, будет полезна присадочная проволока. Самыми распространенными марками проволоки являются «АО», «АК». Чтобы сваривать алюминий, диаметр присадочной проволоки должен быть от 2 до 5 мм. Чтобы облегчить проведение сварочных работ, можно пользоваться полуавтоматом. При этом вместо обычных электродов применяется сварочная проволока, которая подается к свариваемому металлу с помощью специального механизма. Сварка не может проводиться без источника тока. Электрическая сеть должна быть в рабочем состоянии. Что же касается силы тока, то она зависит от толщины металла и диаметра электродов. Подобрать оптимальный режим сварки можно при помощи приложенной к инвертору инструкции по применению. Защитный газ для сварки алюминия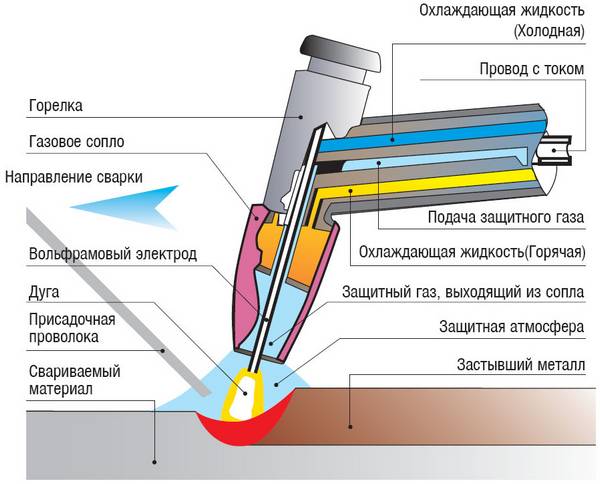 Сварка в среде защитных газов. Сваривать алюминий нужно в среде защитного газа. На сегодня для этих целей берется углекислота, гелий, аргон или их смесь. Для алюминия больше всего подходит аргон. Сварка с использованием защитного газа аргона осуществляется полуавтоматическим способом. Аргон относится к инертным газам. Это означает, что он препятствует окислению алюминия и предупреждает негативное влияние азота и кислорода воздуха на металл. Сам аргон не вступает в химическое взаимодействие с другими веществами в рабочей зоне сварщика. Подача аргона непосредственно к инвертору полуавтоматического типа может быть организована двумя способами: путем подсоединения шланга к центральному газопроводу или к баллонам. Последние вмещают в себя сразу несколько сот литров этого газа. Если сварочные работы проводятся редко, то покупать газовые баллоны не выгодно. Большое значение имеет тот факт, что смесь на основе аргона предпочтительнее, нежели чистый аргон. Газовая смесь обеспечивает более высокую скорость плавления, уменьшение разбрызгивания металла, более качественный сварной шов. Кроме того, экономится электроэнергия. Соблюдение полярности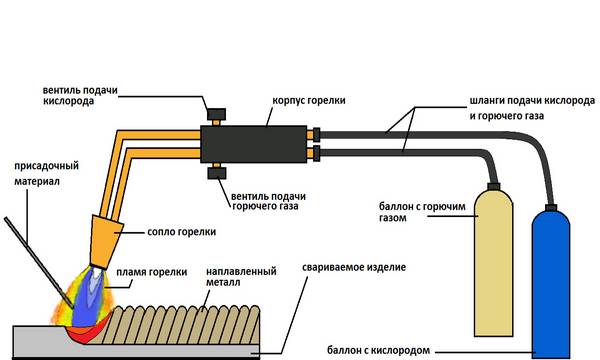 Схема газовой сварки алюминия. Для получения оптимального результата необходимо организовать правильный подвод электрического тока. Существует такое понятие, как полярность. При наличии аргона вместе с инвертором используется переменный ток. При этом полярность должна быть обратной. Это означает, что на детали из алюминия подается «+», а на само оборудование (горелку) – «-». Что же касается постоянного тока обратной полярности, то при наличии неплавящихся электродов он не подается. Причина одна – неправильное распределение тепловой энергии между деталями и сварочным электродом. Сварщик обязан помнить, что аргон препятствует нормальному зажиганию сварочной дуги. Если при ручном способе соединения деталей достаточно прикоснуться электродом к поверхности изделия, то в данной ситуации это ничего не даст. Для более быстрого зажигания дуги применяется осциллятор. Он способствует возникновению импульсов высокой частоты, в результате чего дуга быстро зажигается. Осциллятор нужно подключать к оборудованию вместе с источником питания. Важно, что сила тока должна превышать таковую при сварке стальных конструкций. Технология сварки алюминияПри простой аргоновой сварке алюминия необходимо знать, что вольфрамовые электроды теряют свои свойства при длительном хранении и использовании. На них может скапливаться большое количество оксида вольфрама, от которого сварочный шов становится менее прочным.
Чтобы их удалить, электроды целесообразно заточить при помощи металлического диска. Диски для заточки являются универсальными инструментами, поэтому их нельзя использовать для других целей. Сварка алюминия должна проводиться не позже, чем через 8 часов после механического или химического очищения кромок и поверхности алюминиевых деталей.  Схема аргонно-дуговой сварки алюминия. В противном случае образуется новая пленка. После того как установлен режим и проверена целостность оборудования, включается кнопка запуска. С помощью осциллятора зажигается дуга. Она горит непосредственно между алюминием и электродом. Во избежание получения плохого соединения рекомендуется опробовать режим сварки на каком-либо другом изделии. Электрод при осуществлении работы расположен в горелке. Через последнюю поступает аргон в нужном объеме. Что же касается присадочного материала (проволоки), то он может подаваться в рабочую зону автоматически или ручным способом. Сопло горелки не нужно располагать на себя, вести горелку необходимо с одной скоростью. Если алюминий имеет толщину менее 3 мм, то шов делается однослойным. При этом понадобится подкладка, чтобы металл не вытекал. При толщине детали до 6 мм скос кромок можно не делать, а шов может быть двусторонним. При наличии алюминия большой толщины делается до четырех проходов горелкой. Если работа выполняется на инверторах-полуавтоматах, то может использоваться алюминиевая проволока. Оптимальный ее диаметр – это 1-2 мм, сила тока не более 300 А, расход аргона составляет от 300 до 600 л/ч, а скорость поступления проволоки равна 150-160 м/ч. При использовании вольфрамовых электродов ток должен быть переменным, а при наличии плавящихся – постоянным. Влияние режима сварки на качество шваНаибольшее значение для получения идеального сварного шва имеет режим работы оборудования. Существует прямая связь между формой шва и режимом работы. Во-первых, чем больше сила тока, тем глубже прогревается алюминий. Это имеет огромное значение при наличии металла большой толщины. Во-вторых, ширина сварочного шва никак не зависит от величины тока. То, каким будет шов, знает только сам работник. В-третьих, ширина сварного соединения во многом определяется размером (диаметром) электрода. Это же касается и сварочной проволоки при наличии полуавтомата.
В-четвертых, важным условием получения прочного соединения является скорость продвижения электрода или проволоки. Она должна быть достаточно большой. Чем больше эта величина, тем тоньше и эстетичнее получится шов. Чтобы сделать шов более широким, сварщики очень часто используют колебательные движения. Это в особенности характерно для ручной сварки. Немаловажную роль играет техника подачи аргона. Когда сварка останавливается на несколько секунд, не нужно сразу прекращать подавать аргон. Желательно, чтобы он поступал еще в течение 3-4 секунд. Это обеспечит защиту электрода от окисления и улучшит сварной шов. Меры безопасностиСхема технологии точечной сварки алюминия. Любые сварочные работы предполагают защиту рабочего и окружающих от различных вредных факторов сварочного дела. Для этого используются средства коллективной и индивидуальной защиты. Первые включают в себя использование защитных ограждений, невоспламеняющихся ширм, системы вентиляции. При использовании защитного газа аргона сварку лучше осуществлять на открытом воздухе. При проведении работ есть высокая вероятность поражения электрическим током. Сварщик обязан правильно организовать заземление. Нередко используются диэлектрические коврики. Для защиты органов дыхания желательно пользоваться маской. Любая сварка является источником интенсивного излучения, которое негативно влияет на глаза. В силу всего этого работник должен пользоваться маской или щитком. Кроме того, должна иметься спецодежда (костюм, рукавицы, обувь), выполненная из негорючих материалов. Оборудование должно быть исправным. Нельзя переносить сварочный инвертор, держась за шланги. Для это есть встроенная в корпус ручка. Список инструментов и материаловДля организации подобной работы потребуется приобрести набор инструментов. Он включает в себя инвертор, насадку, газовые баллоны, осциллятор, электроды или проволоку нужной толщины, щетку из металла для зачистки алюминия, молоток и зубило для очищения изделия от образовавшегося шлака. Кроме того, понадобятся спецодежда, источник электричества и абразивный диск для очистки вольфрамовых электродов. Аргона должно быть достаточно для сварочных работ.
Таким образом, сваривать алюминий при помощи инвертора может абсолютно каждый. Необходимо лишь знать устройство оборудования и технологию процесса. Алюминий – это металл, требующий определенного подхода. Сварка алюминия очень распространена в промышленности при изготовлении различной бытовой техники, поэтому так важно знать все нюансы сварочного дела. Получение некачественного сварного соединения свидетельствует о неправильном режиме работы. Не нужно забывать о том, что алюминий лучше сваривать при наличии переменного тока обратной полярности. Если соблюдать все вышеописанные правила, то можно добиться высокой прочности изделия.
|
Загрузка. Пожалуйста, подождите...








