
Как изготовить самодельный сварочный аппарат
Оглавление:
Нередко неотложные дела в хозяйстве требуют изготовления самодельного сварочного аппарата. Собрать из подручных материалов такой аппарат не так сложно, а опыт такого рода будет полезен любому мастеру. Вопрос сварки деталей часто возникает в самых разных ситуациях, и при этом купить сварочный аппарат не все могут себе позволить. Предпочтительнее собрать его из трехфазного трансформатора, так как в этом случае никакой перемотки он не потребует. Схема устройства сварочного аппарата. Материалы и инструменты для сборки понадобятся следующие:
Схема и технические характеристики сварочных аппаратовРисунок 1. Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла. Аппарат, собираемый дома, должен обладать следующими характеристиками:
Масса изделия и его габариты могут быть скорректированы уменьшением его мощности, потому что зависят от нее. Длительность его нормальной работы зависит от качества материала, из которого выполнен сердечник и степени термостойкости провода, которым выполнена обмотка. Чтобы максимально увеличить время сварки, используют сердечник из стали с высокой магнитной проницаемостью. Какой ток использовать для сварочного аппаратаВ самодельных сварочных аппаратах может применяться ток постоянный или переменный. Те агрегаты, в которых применяют малые переменные токи, могут использоваться для сварки кровельного и автомобильного железа, а также любого другого тонколистового металла. Такие самодельные сварочные аппараты отличаются устойчивостью сварочной дуги, а сам процесс сварки с их помощью может производиться прямой или же обратной полярностью при условии подаваемого постоянного напряжения. Функциональная схема источника питания сварочного аппарата. При подаче постоянного тока можно сваривать при помощи электродной проволоки, не используя обмазку, в том числе и электродами, которые изначально предназначены для сварки металлов постоянным или переменным током. Чтобы дуга загоралась при подаче малого тока, изоляционной обмотке желательно придать завышенное напряжение на холостом ходу. Чтобы выпрямить дугу переменного тока используются мостовые выпрямители с диодами большой мощности и обязательными радиаторами охлаждения (рис.1). На этом рисунке видно, что для уменьшения скачков напряжения к держателю электродов присоединяется один вывод СА, используя для этого Т-образный специальный фильтр. Сам этот фильтр должен состоять из дросселя L1, который является катушкой, обмотанной медной шиной в 50-70 витков с обязательным отводом от середины, с конденсатором С1. 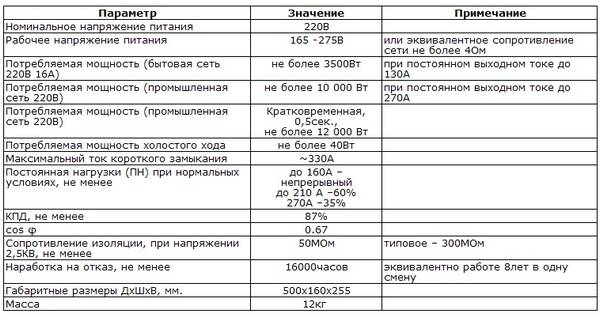 Таблица требуемых технических характеристик для сварочного аппарата. Медную шину наматывают на сердечник ОСО-12, который можно взять от ненужного понижающего трансформатора, либо аналогичного по характеристикам другого, но с условием, что мощность его будет не меньше. При этом прослеживается следующая закономерность: чем сечение железа уменьшающего скачки дросселя больше, тем меньше вероятность его магнитной системе входить в насыщение при работе. Это важный пункт при сварке, так как если при больших токах магнитная система входит в насыщение, как бывает при резке, то скачкообразно и быстро уменьшается индуктивность дросселя, отчего сглаживание тока не происходит. Сварочная дуга в таких условиях функционирует неустойчиво. Сам конденсатор С1 представляет собой батарею меньшей емкости, на 350-400 МКФ, и напряжение не менее 220 В конденсаторов типа МБМ, МБГ или других, имеющих те же характеристики. Общие принципы изготовления и обслуживанияРисунок 2. Падающая внешняя характеристика сварочного аппарата. Чтобы в самодельном сварочном аппарате выпрямить и отрегулировать сварочный ток, используется схема, работающая при помощи управляемых тиристоров большой мощности, которые при этом должны давать возможность изменять напряжение от 0,1 до 0,9 Uхх. Эти же регуляторы помимо сварки используются, для того чтобы зарядить аккумуляторные батареи или чтобы питать электронагревательные элементы. Самодельный сварочный аппарат переменного тока используют при этом специальный, предназначающийся исключительно для работы при переменном токе; берут соответствующие электроды. Чтобы сварочный аппарат функционировал качественно, требуется выполнение целого некоторых правил. Чтобы зажигание дуги считалось нормальным, требуется получить достаточно большую величину выходного напряжения. Если сделать аппарат, используя схемы, самостоятельно, выходное напряжение не должно превышать Uхх=60-65 В, так как в противном случае не гарантируется безопасная работа, более высокое напряжение холостого хода может представлять опасность. Сварочные аппараты, изготовленные с применением специализированного промышленного оборудования, могут иметь Uхх=70-75 В. При этом величина I св, обозначающая напряжение сварки, требуется такая, чтобы обеспечить горение дуги устойчиво, вне зависимости от того, каков диаметр электрода. Значение величины напряжения сварки Uсв может равняться 18-24 В. Магнитопровод стержневого типа. Сварочный номинальный ток, как показывает схема, должен составлять I св=KK1*dэ. В этой формуле I св обозначает величину подаваемого сварочного тока, А; K1=30-40 – тот коэффициент, который зависит от типа и величины используемого для сварки электрода, dэ, мм. При этом ток короткого замыкания номинальный сварочный ток не должен превышать по своим значениям больше, чем на 30-35%. Дуга, как было замечено, горит устойчиво только в случае, если сам сварочный аппарат обладает падающей внешней характеристикой. Именно она определяет величину зависимости, возникающей между силой тока и рабочим напряжением, проходящим в момент работы по сварочной цепи схемы (рис. 2). Изготавливая из подручных материалов аппарат для сварки в домашних условиях, следует помнить, что универсальный, перекрывающий токи от 15-20 до 150-180 А, аппарат собрать будет сложно. Более рациональным будет для начального этапа ограничиться агрегатом, работающим с электродами, диаметр которых 2-4 мм. В случае если все же возникнет необходимость работать сваркой на малых токах, этот же аппарат можно снабдить отдельно сконструированным устройством-выпрямителем, которое будет плавно регулировать сварочный ток. Как правильно выбрать сердечникМагнитопровод тороидального типа: 1 – сердечник автотрансформатора до перемотки; 2- сердечник после перемотки. Если при этом использовать сердечник тороидального (круглого) типа, собранный такими комплектующими инструмент будет иметь технические характеристики, превышающие стержневые сердечники в 4-5 раз, и электропотери в нем будут невелики. Это будет зависеть от многослойности и размещения намоток на кольце. Для изготовления такого сердечника используется полоса трансформаторного ленточного железа, уложенного особым образом в тор. Характеристики этого трансформатора будут лучше, чем у “П” и “Ш”- образных аналогов. Часто для изготовления тороида не удается найти железо, но можно использовать пластины из старого сварочного трансформатора или из трансформатора от телевизора старой модели. Для этого нужно разбить “П”- образный сердечник на отдельные пластины и выправить их затем на наковальне. Чтобы собирать самостоятельно сварочные аппараты, пользуются чаще всего магнепроводами со стержневым типом, так как они более технологичны в изготовлении. Можно набрать такой сердечник самостоятельно, используя при этом пластины электротехнической стали в произвольных конфигурациях. Толщина пластин должна составлять 0,35-0,55 мм, а стянуть между собой их можно при помощи шпилек, которые требуется предварительно изолировать от сердечника. Считаться при этом следует с тем, что в конфигурацию сердечника должны целиком уместиться обмотки сварочного аппарата. Сама общая площадь поперечного сердечника вычисляется по формуле S=а*b в см?. Способы намотки обмоток сварочного аппарата на сердечнике стержневого типа. Получив пластины, из них клепают обруч, внешний диаметр которого составит 260 мм. Первую пластину, вставляя внутрь обруча, придерживают рукой от раскручивания и встык к ней ставят вторую, чтобы внутренний диаметр был 120 мм. Края полученного тороида обрабатываются напильником. Затем из электрокартона вырезают 2 круга, внешним диаметром 270 мм, а внутренним 110 мм, из того же картона требуется вырезать полосу 90 мм шириной. Заготовки кладут с 2-х сторон кольца, обматывают изоляцией. Чтобы выполнить на сварочном аппарате первый слой изоляционной обмотки, лучше всего использовать обмоточный провод из меди специального назначения и при этом обязательно термостойкий. Тип изоляции на нем должен быть стеклотканевым или хлопчатобумажным. У проводов в изоляционной оболочке из резины или резиноткани также неплохие характеристики теплостойкости. Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1. равномерная; 2. секционная; а – сетевая обмотка; б – силовая обмотка А проводами в ПВХ изоляции пользоваться не рекомендуют, так как повышенную температуру этот тип изоляции не выдерживает и начинает плавиться. В этом случае очень велик риск короткого замыкания. Можно использовать такие провода, если самостоятельно заменить в них изоляцию. Можно также ее не снимать, а обмотать провода непосредственно поверх вторым слоем. Так меньше риска повредить провод, чем при снятии. При выборе значений для этой формулы не следует ставить на минимальные, так как при таких значениях агрегат не получит необходимый запас мощности, а поэтому хорошую сварку по всем параметрам качества осуществить будет невозможно. Такая конструкция будет перегреваться уже после недолгого времени работы. Избежать этого можно, установив сечение сердечника в сварочном аппарате на величину от 45 до 55 см, но, используя такой вариант, нужно помнить, что конструкция прибавит от этого в весе. Как выбрать провода для обмоткиОбычно первичная обмотка делается при помощи медной проволоки ПЭВ-2, диаметр этого провода равен 2 мм, при этом для сети 220 В общее количество наложенных витков будет не менее 170. Во многом это связано и с плотностью сборки пластин. Чтобы проверить точное количество витков, следует провести эксперимент и затем, если ток на холостом ходу составит больше 1-2 А, количество витков доматывают, а если меньше, то разматывают некоторые.
Вторичной обмотки делается 30 витков, для нее берут провод ПВЗ, сечение которого 15-20 мм. Третья обмотка тоже состоит из 30 витков, но для нее используется провод МГТФ сечением 0,35 мм. Между слоями обмотки обязательно прокладывают изоляцию из тесьмы. Работы над обмоткой проще всего производить вдвоем, когда один удерживает свободный конец и предохраняет его от скручивания, а второй осторожно укладывает витки. При этом желательно не повреждать изоляцию и не задевать поэтому за соседние витки.
|
Загрузка. Пожалуйста, подождите...








