
Нюансы выбора электродов
Оглавление:
Выбор электродов для сварки – это неотъемлемый момент при подобных процессах. Современное строительство редко когда обходится без применения этого вида работ. Причем это относится к малоэтажным строениям (частные и дачные дома) и к постройкам больших коммерческих зданий. Качество сварки, прежде всего, зависит от качества электрода, которым была произведена работа, поэтому к его выбору необходимо подойти особо внимательно и ответственно. Каркасы, емкости, основания для гаражей и навесов, элементы кровли – все металлические детали этих конструкций соединены между собой средствами сварки. Для того чтобы шов получился качественным, надежным и прочным, необходимо иметь хорошее оборудование и расходные материалы. Поэтому выбор самих электродов для сварки является одним из основных при подготовке работ. От того, насколько правильно подобраны электроды, зависит качество выполненного сварного соединения. Оборудование для сварочных работСуществует несколько способов, которым выполняется сварка: Классификация видов сварки.
Но выделяют газопрессовую и контактную. При газопрессовой сварке используется пламя ацетилкислорода. Этот способ выбирают, если надо добиться высокой производительности выполненных работ. Поэтому отраслями, где применяют газопрессовую сварку, являются нефтяная и газовая при прокладке магистральных трубопроводов на большие расстояния. При контактной сварке процесс выполняется при помощи электрического тока, обладающего низким напряжением и высокой силой тока. Этот способ выполняется вручную или механически. При этом контактную сварку можно выполнять встык, внахлест, детали могут прикладываться друг к другу под любым углом. От того, каким принят способ выполнения шва, зависит выбор необходимого оборудования. В итоге от выбора электрода, сварочных агрегатов зависит качество выполненных работ. К выбору сварочного оборудования следует подходить из конкретных условий выполнения работ. А именно:  Напряжение питающей сети сварочного аппарата для бытового использования является 220 В. Кроме сварочного оборудования в процессе сваривания 2-х и более металлических деталей принимает участие электрод. К выбору, которого надо подходить ответственно. От него зависит не только качество и долговечность шва, но и количество наплавляемого металла, его состав. Практические рекомендации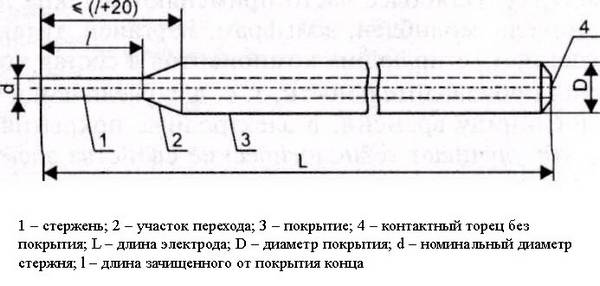 Схема сварочного электрода. Производитель сварочного оборудования чаще всего дает рекомендации, какие именно марки и типы электродов можно использовать в сочетании с ним. Проволока, которая лежит в основе электрода, должна быть качественной изначально. Далее, определяющим параметром использования конкретного типа электродов, является его покрытие. Выбор электродов необходимо делать исходя из параметров и характеристик свариваемых поверхностей. При этом надо учитывать, что каждая из марок электродов обладает своими особенностями применения. Если использовать не тот тип электрода, то сварной шов может не получиться. Электроды, согласно нормативным документам, можно разделить по нескольким параметрам:
Покрытие электродаПокрытие проволоки может быть: 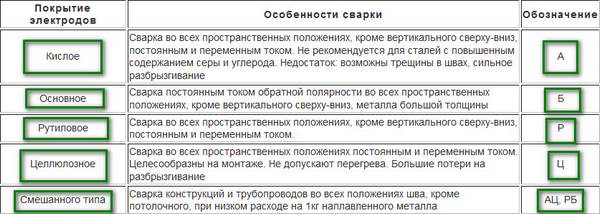 Виды покрытия электрода для сварки. В качестве материалов для покрытия используют карбонатовые и фтористые соединения. Они устойчивы к воздействию изменяющимся температурам окружающей среды. Но существенным недостатком этого вида электродов является то, что их применение ограничивается только деталями, которые не имеют ржавой кромки. Однако их можно использовать при выполнении работы в любом положении и направлении (сверху вниз, снизу вверх). Их применяют для сваривания конструкций, которые в дальнейшем будут эксплуатироваться при низкой температуре с переменными или ударными нагрузками. Особенностью использования данных электродов является то, что они могут быть применены только в сварочных работах, которые ведутся постоянным током обратной полярности. Кроме того, различают еще рутилово-основное и рутилово-целлюлозное покрытие. Электроды, которые покрыты первым из них, используются при прокладке трубопроводов любого назначения среднего или малого диаметра. Второе покрытие наносят на проволоку, которую будут применять при сварке толстого покрытия. Дополнительные моментыПри выполнении сварки постоянным током существует 2 возможности, как подключить электрод к оборудованию: 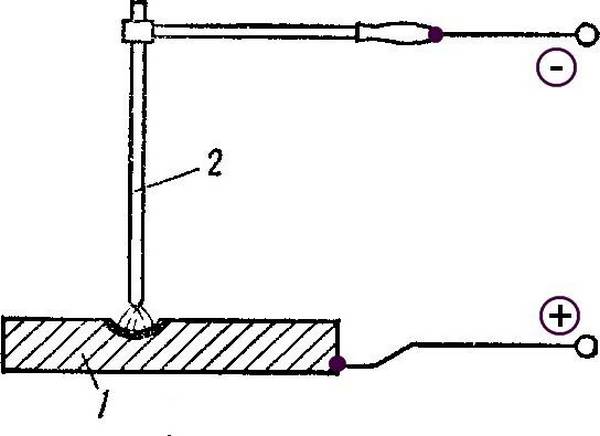 Схема подключения электрода при сварке током прямой полярности. Взаимодействие 3-х характеристик сварки (диаметр электродов, толщина металла сварки, сила тока и вид тока) обуславливает способ выбора. Для этого используют соотношение, которое определяет, что для 30-40А силы тока принимается 1 мм диаметра проволоки. Если процесс сварки выполняется вертикально, то силу тока можно уменьшить на 15%. Данное соотношение выглядит таким образом: 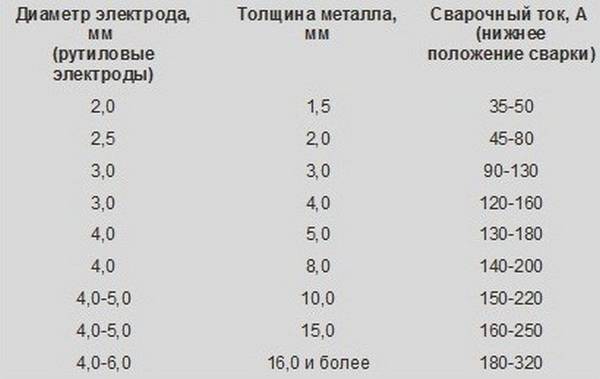 Таблица выбора электрода от толщины металла и силы тока. Электроды, диаметр которых 3 мм и менее, используются при сварке деталей, при производстве которых использована легированная сталь.
Кроме того, по цвету покрытия можно определить, какие именно добавки участвовали при его напылении. Для зеленого покрытия использован только вольфрам. Если покрытие синее, то к вольфраму добавили оксид лантана. Для получения белого покрытия электрода к вольфраму добавлен оксид циркония.
|
Загрузка. Пожалуйста, подождите...








