
Самостоятельный ремонт ротора электродвигателя
Оглавление:
По устройству модели электродвигателя одинаковы. Основа конструкции – ротор и статор. У ротора (в отличие от статора) обмотка может отсутствовать. Специалисты называют ротор с обмоткой фазным, а без нее – короткозамкнутым. Статор – сложное механическое устройство, которое относится к асинхронным двигателям. Схема двигателя с внутренним ротором. Составные элементыЦилиндрический вал изготавливается из стали. На вал набираются листы из электротехнического железа с пазами или просеченными отверстиями. В листах делают отверстия или просечки, которые называют ключами (для сбора пакета листов в одну конструкцию). Количество оборотов статора электродвигателя определяет количество отверстий или пазов в роторе. Отверстия или пазы способствуют созданию в нем короткозамкнутых витков беличьей клетки. Витки формируются с помощью заливания в них легкоплавкого металла, обладающего высокой электропроводностью, под давлением. Устройство короткозамкнутого типа в процессе эксплуатации подвергается воздействию разрушающих сил. Ему подвержены следующие узлы:
Инструменты для ремонта двигателя. Обрыв последних элементов среди неисправностей электродвигателя асинхронного типа занимает не более 0,3-0,5%. Из-за поломки усиливается нагрев оборудования, теряется мощность электродвигателя, в 5-6 раз увеличивается потребление тока. Отсутствие или неисправность защитных механизмов способствуют поломке электродвигателя. Вышедшее из строя устройство можно не заменять новым аналогом, выполнив ремонт статора. Предварительно проводится диагностика устройства. Ее выполняют 2-мя способами. На рынке представлено оборудование, которое помогает протестировать коллекторные электрические двигатели на наличие короткозамкнутых витков в обмотке. С помощью подобных приборов можно выполнить проверку обрыва маломощного ротора. Другой метод заключается в подключении трансформатора к короткозамыкающим кольцам. Напряжение на вторичной обмотке должно равняться 1-3 В. На поверхность ротора насыпаются металлические опилки. Дорожки, образующиеся вдоль стержней, укажут на их целостность. В противном случае их целостность нарушена. Полная диагностикаОсмотр статора и центральных деталей электродвигателя выполняют на специальных козлах с 2-мя катками в верхней части, облегчающими поворачивание деталей. Чтобы самостоятельно произвести ремонт ротора, рекомендуется предварительно ознакомиться с документацией, определить наработку подшипников и обнаружить неустраненные дефекты. 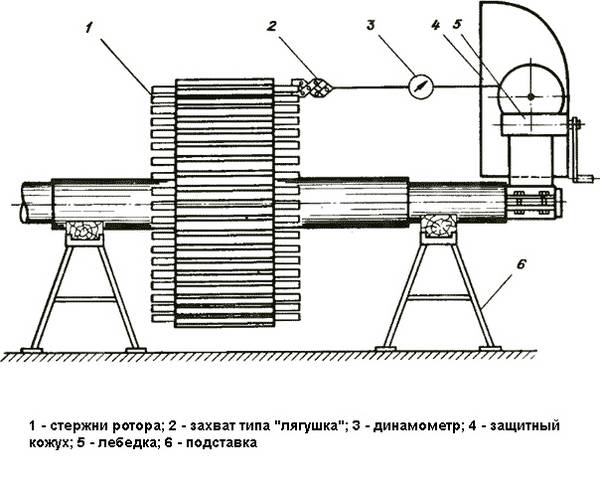 Схема демонтажа стержней короткозамкнутой обмотки ротора. Работа выполняется с помощью набора ключей, тестера и подъемных механизмов. Электродвигатель отключается от сети. Оборудование очищают с помощью щеток от грязи и пыли и обдувают сжатым воздухом. Винты крепления на крышке коробки выводов отвинчивают, крышку снимают, провода отсоединяют. Кабель необходимо отсоединить с соблюдением радиуса изгиба, чтобы он оставался неповрежденным. Крепления и мелкие детали рекомендуется складывать в ящик из набора инструментов, чтобы не потерять. Осмотр статора и центральных элементов оборудования производят после его вывода и очистки. В роторе диагностируют состояние металлических элементов, крепление стали к валу, керновку балансировочных грузов, состояние короткозамкнутой обмотки и вентиляторов. Балансировочные грузы должны быть неподвижными. Плотность прессовки стали статора проверяется аналогично роторной. Рекомендуется проверить целостность сварных швов и плотность крепления стали. Дефекты сварных швов устраняются при помощи сварки. В вентиляторах необходимо проверять целостность и надежность крепления лопастей. Их простукивают молотком весом в 0,2-0,4 кг. Плохо закрепленные или треснутые лопасти издают при простукивании дребезжащий звук. Сломанные лопасти заменяют новыми аналогами. Положение вентилятора перед снятием для осмотра маркируют на роторе, чтобы при повторной установке (после проверки) поместить его на прежнее место, не нарушив балансировку. 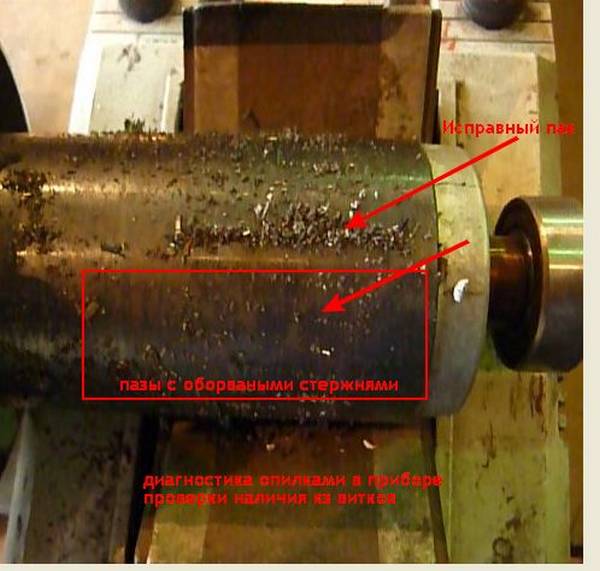 Ремонт ротора. Плотность посадки последних элементов позволяет определить чеканка. Ее выполняют заточенным зубилом с прямоугольной рабочей частью. Заточенная часть в ширину должна быть меньше ширины паза на 1-1,5 мм. Подвижность и дребезжание стержней свидетельствуют о недостаточной плотности посадки. Ослабленные детали чеканят по всей длине так, чтобы расклепать прямоугольную часть, которой заполняются зазоры между стенками пазов и стержнями, которые осматриваются после чеканки на наличие дефектов. Визуальный осмотр и простукивание позволяют определить исключительно полный обрыв. Наличие трещин в кольце или стержнях свидетельствует о необходимости ремонта. Ремонтные работыРемонт конструкции выполняется для восстановления ее работоспособности и требует замены отдельных деталей. Ремонт выполняется в мастерской или на месте установки. В процессе ремонта проводят:
Оборудованию с деталями фазного типа требуется дополнительное проведение ремонта щеточно-коллекторного механизма. На месте трещины стержень разрезают и высверливают отверстие от точки разреза до наружного торца короткозамыкающего кольца. Глубина отверстия – 6-7 мм, а диаметр равен половине от диаметра стержня. Высверленную часть заполняют медным сплавом. Зазоры между заполнителем и торцом металлического колышка должны составлять 0,2 мм, а при пайке серебряным припоем – 0,1-0,15 мм. Медно-фосфористый припой используется для починки электрических двигателей с легкими условиями пуска и окружной скоростью менее 50 м/с. Припой серебряный Пср-45 используется для ремонта статора и центральных элементов электродвигателя. Пср-45 применяют для починки оборудования, которое эксплуатируется в тяжелых условиях пуска, подвергается температурным напряжениям в точке соединения короткозамыкающего кольца со стержнем и для агрегатов с окружной скоростью от 50 м/с. Пайку проводят с помощью 2-х горелок: 1-ая – рабочая, а 2-ая – необходима для подогрева и поддержания температуры кольца и стержней. Ротор в процессе пайки располагают вертикально.
Припой расплавляют после нагревания до требуемой температуры заполнителя, кольца и стержня. Он не должен быть расплавленным в пламени горелки. Флюс наносят на поверхность с помощью раскаленного прутка. Пропаянные точки опиливают и зачищают. Качество работы проверяется с помощью микроомметра и осмотра под лупой. Подобный вариант починки стержней выполняют, если повреждено не более 10% от их количества в обмотке. Оборудование после починки необходимо сбалансировать. Большое количество повреждений в обмотке требует ее полной замены. Кольца отсоединяют методом распайки или механическим способом. Стержни демонтируют из пазов. После починки все детали и статор электродвигателя должны исправно выполнять свои функции.
|
Загрузка. Пожалуйста, подождите...








