
Технология проведения точечной сварки своими руками
Оглавление:
Существующие разновидности процесса сварки зависят от применения тех или иных энергоносителей, играющих важную роль при выполнении данного вида работ. Точечная сварка своими руками должна осуществляться под контролем сварной точки посредством визуального наблюдения. Точечная сварка – это сварочный процесс, в процессе которого детали соединяются в нескольких точках. Зачастую данный вид сварки используют в домашних условиях. Уровень ее качества будет определяться навыком, связанным с определенным импульсом тока. Применение технологии конденсаторной точечной сваркиСхема конденсаторной точечной сварки. Выполняя сварку тонких деталей (ширина 1-1,5 мм), применяют технологию конденсаторной сварки. Она является одной из четырех способов создания сварных швов с использованием аккумулированной энергии: На практике в промышленности и домашнем быту применяется конденсаторная сварка. Она связана с питанием энергией батарей конденсаторов, которая после ее сохранения будет израсходована на осуществление сварного шва за определенный временной интервал с малой длительностью. Два вида конденсаторного типа сварки: Если предусмотрен прямой разряд, то осуществляют сварку проволоки встык. Если воспользоваться вторым способом, то он как раз предназначается с целью проведения точечной сварки, а также шовной. Их преимуществом выступает возможность соединения деталей различных форм при их толщине, находящейся в интервале 0,005-1 мм. Уровень потребляемой мощности колеблется в интервале 0,1-0,2 кВа, а сварочный ток действует при кратковременном импульсе, продолжительность которого до 0,001 сек. Конденсаторную точечную сварку применяют при изготовлении оптических приборов, телевизоров, радиоприемников, измерительных приборов и др. Как сделать точечную сварку правильно: требования к электродам, аппаратыУстройство ручной точечной сварки: 1 – основание, 2 – неподвижный угольник, 3 – рычаг, 4 – шарнир, 5 – угольник, 6 – винт, 7 – электрод. Для проведения сварки в домашних условиях выпускаются различные приборы, используемые без наличия специальных навыков, знаний и опыта. Самые простые аппараты для проведения точечной сварки имеют малую мощность, они являются настольными. Данные устройства позволяют производить сварочные работы, соединяя детали, толщина которых может достигать 0,2 мм. Приборы используются и для сварки проволоки, имеющей диаметр до 0,3 мм. Сварные соединения создаются при этом для сварки стальных элементов либо деталей, сделанных из фольги. Устройства с малой мощностью идеально подходят для точечной сварки деталей малых размеров. Для них не требуется значительное усилие прижима, которое производится нажатием рукой. Вид используемого электрода в данном устройстве напоминает форму пистолета. Основной элемент сварочного прибора может представлять собой сварочный трансформатор, имеющий небольшие размеры. Вторичная обмотка трансформатора служит для надежного подключения к ней электродов. Для проведения сварки в домашнем быту применяют аппарат, имеющий малую мощность. Используют не только приборы с малой мощностью, но и с более высокой. Эти аппараты работают на основе следующих важных элементов:  Сварочный трансформатор. Данный вид аппаратов позволяет осуществлять сварку элементов, имеющих наибольшую толщину, обеспечивающих требуемый уровень давления и подходящие условия в процессе сварки. Можно купить прибор с такой мощностью, которая будет необходима. Вместе с тем можно сделать заказ на изготовление сварочного прибора, который будет иметь усовершенствованные функции. Электроды обязательно должны обеспечить необходимый уровень надежности в рамках соответствующего температурного режима. Преимущество электрода связано с его высокой тепло- и электропроводностью, легкой механической обработкой. Бронза, используемая для создания электродов, содержит кадмий либо кобальт. Электроды создают из электролитической меди и ее сплавов, которые содержат хром или вольфрам. Медь имеет показатели электро- и теплопроводности, превосходящие характеристики бронзы по ее аналогичным показателям, включая ее сплавы. Показатель износостойкости меди ниже в 5 или 7 раз, поэтому изготавливать электроды принято в основном из специального сплава ЭВ, представляющего собой чистый вид меди, состав которой имеет до 0,7% хрома и до 0,4% цинка. Проводимая точечная сварка по уровню качества определяется диаметром используемых электродов. Как правильно соблюдать технику безопасности сварки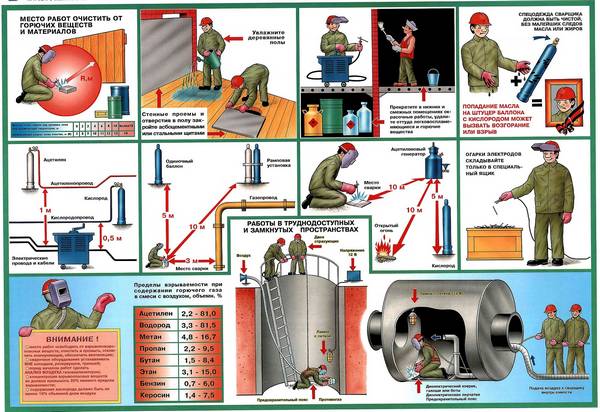 Техника безопасности при сварочных работах. Для правильного осуществления сварки, проводимой дома, потребуется следующее: Вместе с тем необходимо обязательное выполнение условий техники безопасности при проведении точечной сварки, которая включает следующие основные моменты: Особенности технологии точечной контактной сваркиКакие операции позволяет осуществить точечная сваркаСхема точечной сварки. Такой вид сварки, как точечная, используется не только в домашнем быту, но и в промышленных отраслях. Сделать точечную сварку можно, соединяя следующие виды заготовок:
Чтобы обеспечить качественное сварное соединение, следует обязательно осуществить подготовительные работы правильно. Поверхности деталей очищают от различных загрязнений с использованием специальных щеток, путем опескоструивания, травления в кислотах и пр. Схема, позволяющая сделать точечную сварку в быту, предусматривает несколько этапов. Сварочным аппаратом можно соединять различные типы кабеля, алюминиевые детали, выполнять починку утвари для кухни. Рассмотрим подробнее все этапы сварочных работ. Промышленные условия проведения точечной сварки предполагают соответствующее оборудование, предусматривающее автоматический режим работы. 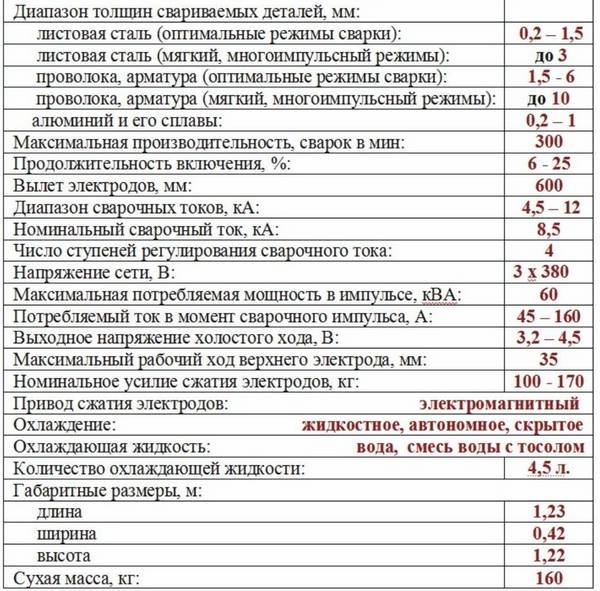 Характеристики точечной сварки. 600 точек/мин – это максимальный уровень, которого может достигать частота сварки. Специалисты рекомендуют оставлять скорость, с которой перемещаются электроды, на постоянном уровне. Одновременно должна обеспечиваться соответствующая величина давления при обязательном контакте соединяемых элементов. Контактная сварка представляет собой процесс, при котором заготовка из металла расплавляется. В результате получают литую структуру, которая образуется тогда, когда осадочное давление позволяет преодолевать предусмотренную жесткость деталей, подвергающихся деформации. Сварочный ток при нагревании должен быть связан с кратковременным импульсом длительностью от 0,01 до 0,1 сек. Длительность данного импульса будет зависеть от условий проведения сварки. Это позволит расплавить электродами материал, что обеспечит для заготовок формирование жидкого ядра, которое является общим, а его диаметр может составлять от 4 до 12 мм. Если импульс силы тока перестает действовать, то произойдет удерживание заготовок в приборе на определенное время, что позволит ядру, находящемуся в расплавленном состоянии, остыть с последующей кристаллизацией. Существуют плюсы и минусы точечного вида сварки. Например, механическую прочность создаваемых швов связывают не только с высокой экономичностью, но и с возможностью автоматизировать сварочный процесс с большой точностью его проведения. Среди значительных недостатков выделяют отсутствие герметичности получаемых швов. Если толщина свариваемых деталей возрастает, то давление увеличивается. Это влечет за собой уменьшение полезного срока эксплуатации электродов. Данный тип работ используется при соединении деталей, которые имеют относительно небольшую или малую толщину до 6,0 мм. Вместе с тем этот вид сварки достаточно безопасен, поскольку выплеск и разбрызгивание металла в данных условиях не происходит после создания уплотняющего пояса между ними. Режимы точечной сварки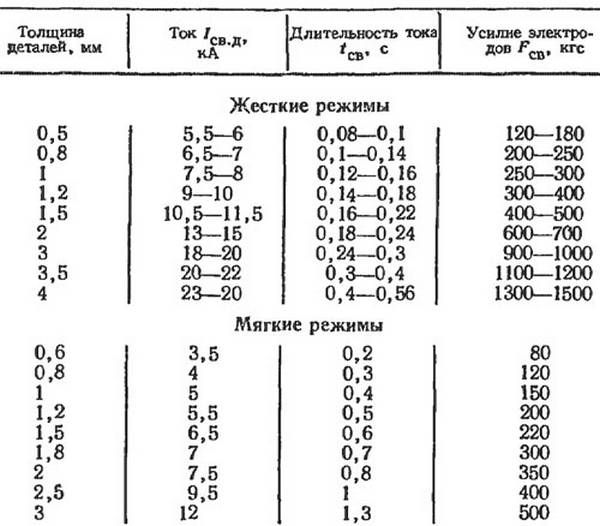 Режимы точечной сварки. Сделать точечную сварку можно в двух режимах, которые зависят от плотности силы тока: Жесткий режим имеет следующие характеристики:
Жесткий режим обеспечивает при малом времени сварочных работ высокую производительность сварки. Если при жестком режиме точечной сварки происходит снижение показателя прочности сварной точки, то это приводит к появлению дефектов. 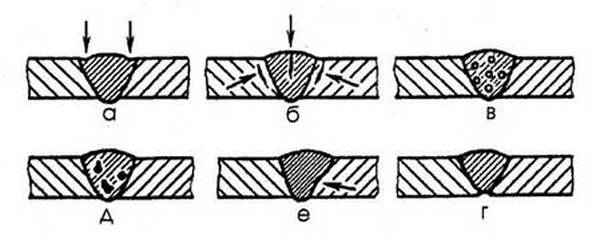 Дефекты точечной сварки: а – подрез; б -трещины; в – пористость; г – неметаллические и шлаковые включения; д – непровар по кромке шва; е -непровар по толщине шва. Возникновение непровара точки представляет опасный момент, когда литое ядро имеет малые размеры либо отсутствует. Обычно его размеров недостаточно, чтобы обеспечить прочность шва. Наличие данного дефекта не каждый раз можно отслеживать, делая визуальный осмотр, который тем и опасен. Дефекты могут проявляться в виде: Основными характеристиками мягкого режима являются:
Возможность уменьшения мощности прибора, потребляемой от сети, связана с уменьшением нагрузки и меньшей стоимостью самого аппарата. С использованием мягкого режима осуществляют сварку элементов из легированных сталей и стальных деталей, которые содержат углерод в большом количестве. Жестким режимом пользуются при сварке сталей с наибольшей прочностью. Давление при этом должно быть большим, поскольку могут образоваться трещины.
|
Загрузка. Пожалуйста, подождите...








